


Il y a peu j’ai monté, réglé et testé une imprimante 3D Longer LK5 PRO. A Cette occasion, j’ai participé à un concours organisé pour les 7 ans de Longer et… j’ai gagné une des trois Longer LK4 PRO en jeu 🙂 Je l’ai reçue rapidement et je viens de l’assembler et de la mettre en route. Je vous invite à découvrir avec moi cette imprimante, fabriquée par Longer, également vendue sous le nom d’Alphawise U30 PRO par des sites de vente en ligne.
Post de Longer annonçant les gagnants de la LK4 PRO
C’est par ce post sur Facebook que j’ai appris que j’avais gagné cette imprimante. J’ai été contacté par mail, la LK44 PRO est arrivée quelques jours après. Faute de temps, je viens seulement de l’assembler. L’article n’est pas sponsorisé mais les liens sont affiliés.
Au sommaire :
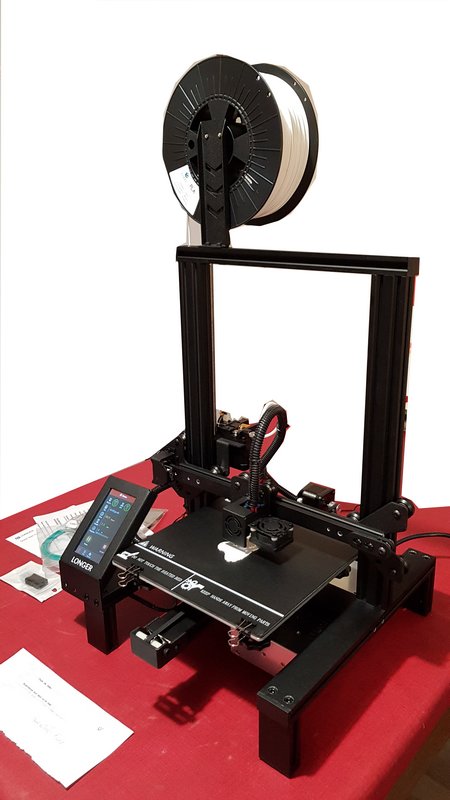
Imprimante 3D Longer LK4 PRO
Caractéristiques
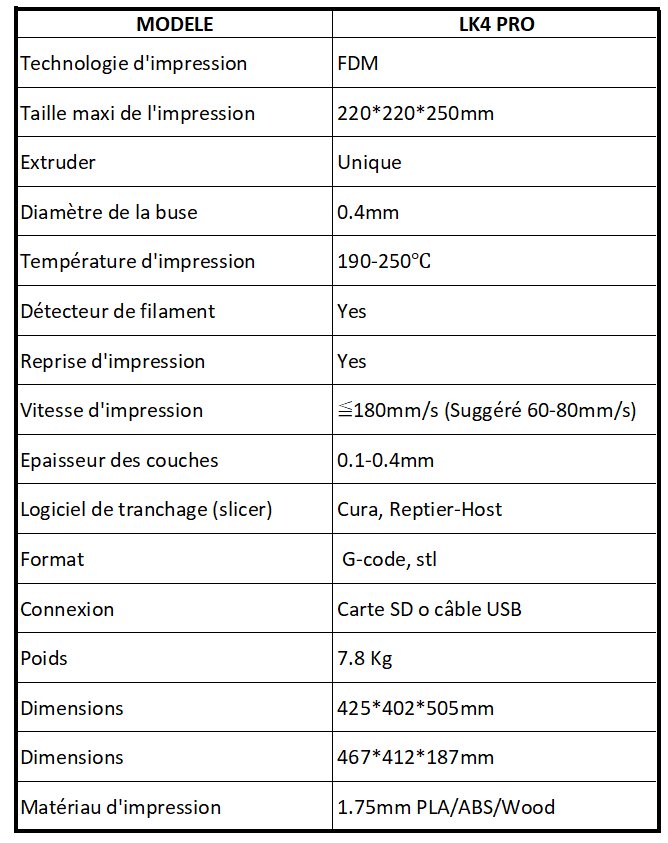 L’imprimante utilise un filament PLA de 1,75mm. Le plateau est chauffant. La dimension maximale d’impression est 220x220x250 mm. La vitesse d’impression suggérée est entre 60 et 80 mm/s mais on peut aller plus vite avec une dégradation de la qualité. La buse montée en standard est une buse de 0,4mm qui autorise des épaisseurs de couches de 0,1 à 0,4mm.
L’imprimante utilise un filament PLA de 1,75mm. Le plateau est chauffant. La dimension maximale d’impression est 220x220x250 mm. La vitesse d’impression suggérée est entre 60 et 80 mm/s mais on peut aller plus vite avec une dégradation de la qualité. La buse montée en standard est une buse de 0,4mm qui autorise des épaisseurs de couches de 0,1 à 0,4mm.
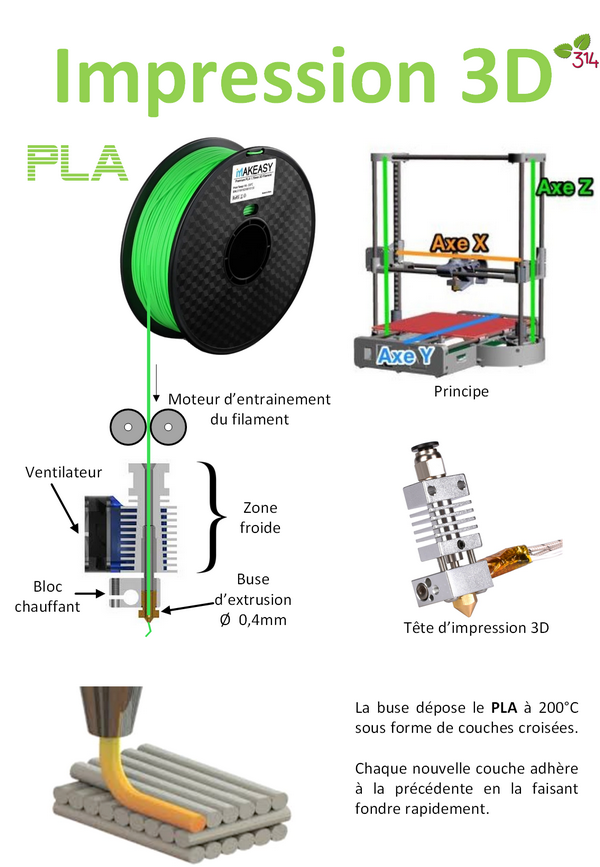
L’impression 3D
Vous pouvez en savoir plus sur l’impression 3D en lisant cet article. Il comporte des fiches que vous pouvez me demander (gratuitement) en A3 pour un FabLab, une exposition, un salon…
[stextbox id=’alert’ caption=’Danger’]Merci David pour ces précisions : l’impression tridimensionnelle (3D) génère des risques spécifiques : L’exposition des opérateurs des imprimantes tridimensionnelles à ses poussières et composés gazeux irritants et/ou sensibilisants génère des risques de réactions allergiques, de troubles respiratoires par inflammation de la muqueuse nasale et bronchique, d’irritation des muqueuses oculaires : ventilation des lieux de travail adéquate, port d’un masque FFP3, parmi les mesures de prévention … !!! : attention à la prévention des risques de l’impression tridimensionnelle (3D) ! “ http://www.officiel-prevention.com/formation/fiches-metier/detail_dossier_CHSCT.php?rub=89&ssrub=206&dossid=573[/stextbox]
[stextbox id=’info’ caption=’Attention au feu’]J’ajouterai les précautions à prendre quand on travaille avec une tête d’impression à 200 °C. Il y a risque d’incendie ! ne vous éloignez pas de l’imprimante 3D quand elle travaille, surveillez ce qu’elle fait. Prévoyez un extincteur à proximité. Ici j’en ai un qui n’a jamais servi mais… il est là. Attention également aux brûlures, un morceau de laiton (la buse) porté à 200°C laisse de belles traces sur les doigts ou les poignets… [/stextbox]
Déballage
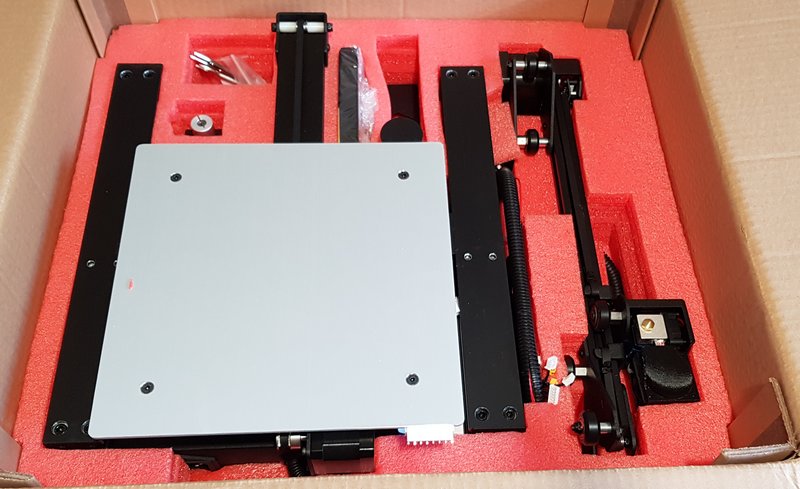
L’imprimante 3D Longer LK4 PRO est très classique. Comme tout les matériels reçus de Longer, cette imprimante est parfaitement protégée pour le transport par d’imposantes épaisseurs de mousse.

Le carton est très costaud et renferme des protections en mousse.

Après avoir retiré la première couche de mousse, on arrive sur le matériel. De gauche à droite : la potence en forme de ∏ (Axe Z) qui va se monter sur le dessus du châssis et supporter l’axe X. Le couteau de peintre destiné à décoller les objets imprimés, avec un sachet de silicagel sur la lame. Je vous déconseille de l’utiliser. Bin oui, ça raye le plateau. Dans la mesure du possible, laissez refroidir complètement le plateau. La différence de dilatation entre le plateau et le PLA favorise le décollage. Si ce n’est pas le cas, j’utilise un couteau du même genre, mais pour les poêles non adhésives. C’est un peu plus difficile, mais ça préserve la surface du plateau.
A l’extrême droite, la tige filetée de l’axe Z. Elle est protégée par un film qu’il faudra enlever, et elle est graissée.
Posée au centre de la potence, vous trouverez la notice ainsi qu’un échantillon de filament pour tester l’impression si vous n’avez pas de PLA disponible. Je vous ai scanné la notice et vous pouvez la consulter au format PDF en cliquant sur ce lien.

Sous la notice et le filament, vous trouverez le plateau d’impression. Il est légèrement rugueux pour faciliter l’accrochage. On peut maintenant enlever la première (grosse) couche de mousse et accéder au « deuxième étage ».
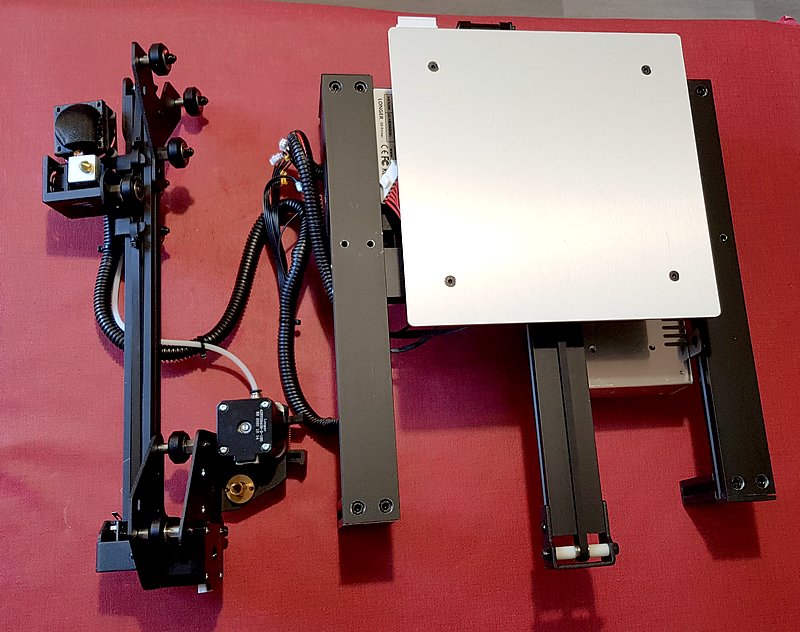
Cette fois on trouve la base préassemblée à gauche (en fait 90% de l’imprimante sont déjà montés). On a dessus le plateau chauffant (jusque 100°C) en aluminium, et dessous le châssis qui supporte un moteur pas à pas (axe Y) et le rail Y. On a aussi l’alimentation à découpage et la carte mère. La carte mère est fabriquée par Longer, c’est le modèle LGT_KIT_V1.0. Le même modèle équipe la LK5 PRO dont je vous ai parlé récemment. Vous aurez plus d’informations sur cette carte mère en cliquant sur ce lien.
Sur la droite il y a le chariot qui supporte l’axe X. Tout est prémonté et câblé pour cette partie de l’imprimante.

Le bras support de l’axe des X. On voit en haut de l’image la buse en laiton montée sur la tête d’impression, ainsi que l’arrivée d’air de refroidissement du filament.
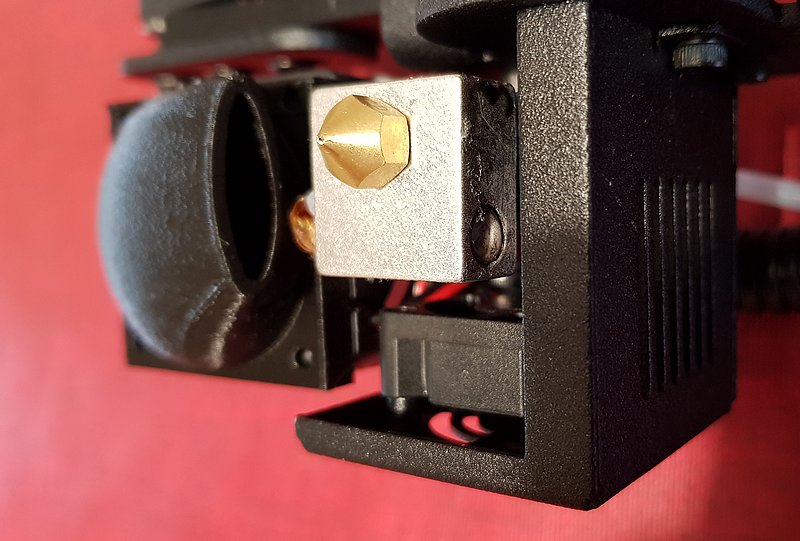 En gros plan, la buse en laiton. On voit le trou de sortie du filament PLA fondu. A gauche la sortie de ventilation chargée de refroidir le filament. EN général on n’enclenche le ventilateur de refroidissement qu’à partir de la deuxième couche pour faciliter l’adhésion de la première couche au plateau.
En gros plan, la buse en laiton. On voit le trou de sortie du filament PLA fondu. A gauche la sortie de ventilation chargée de refroidir le filament. EN général on n’enclenche le ventilateur de refroidissement qu’à partir de la deuxième couche pour faciliter l’adhésion de la première couche au plateau.

Dans les différents logements de ce niveau on trouve la visserie (bien étiquetée), les outils ainsi que le moteur pas à pas de l’axe Z qu’il va falloir monter.
Sortez délicatement la base et le bras support de l’axe X. Il faut éviter de forcer sur des parties fragiles ou de tirer sur les câbles.
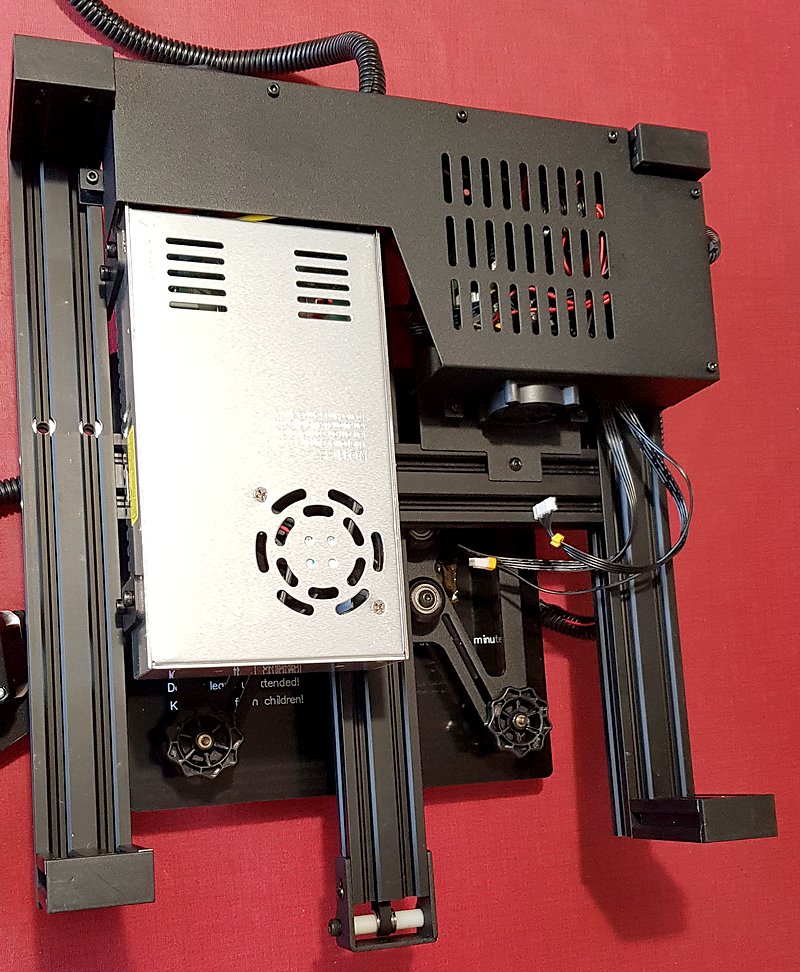
Sous ls châssis on trouve l’alimentation à découpage (boîtier blanc) et la carte mère protégée par un capot (en haut à droite) et refroidie par un ventilateur.
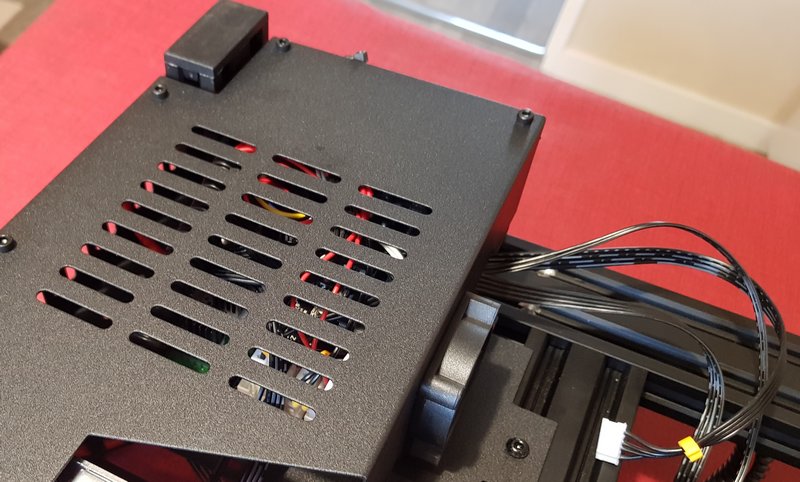
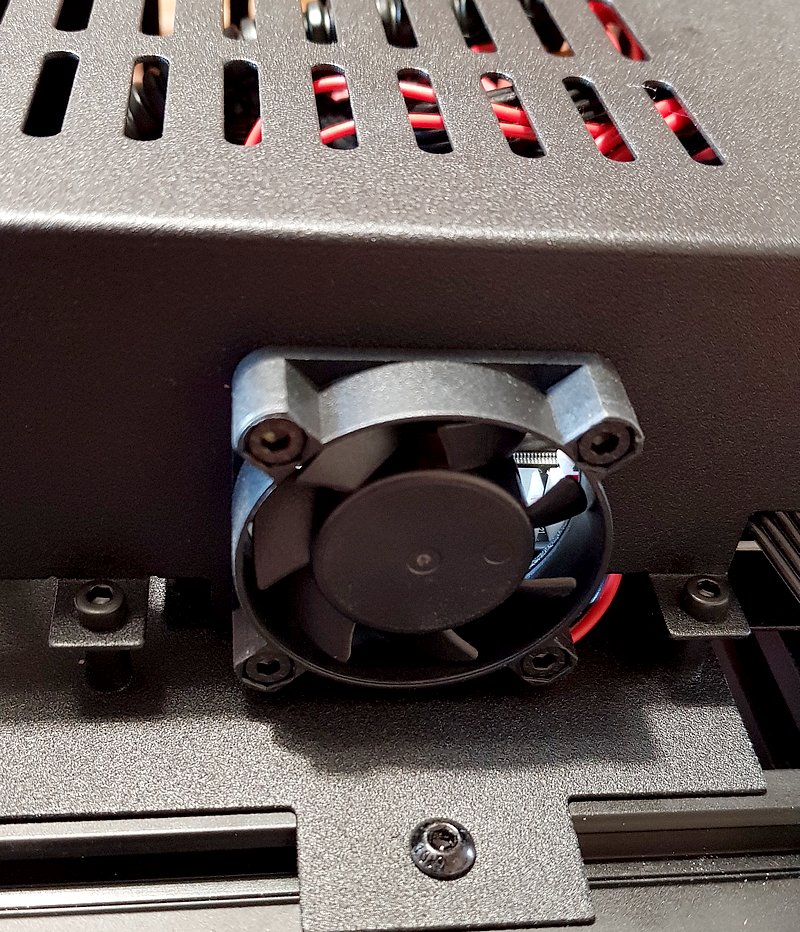
Capot de la carte mère qu’on distingue à travers les ouverture, et ventilateur de refroidissement.
[stextbox id=’info’ caption=’Drivers silencieux’]Cette carte mère est équipée de TMC2208. Les drivers de moteur pas à pas TMC 2208 améliorent la précision des déplacements et permettent un fonctionnement plus silencieux à faible vitesse. Ils font la différence avec la LK4 de base.[/stextbox]
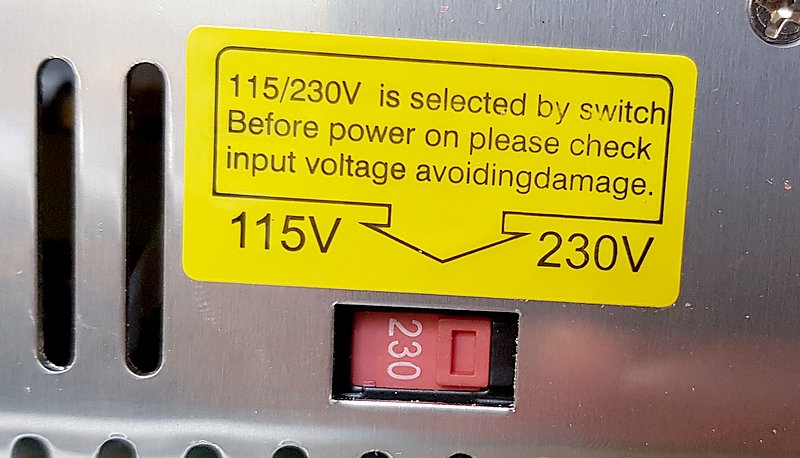
Sur l’alimentation à découpage il y a un commutateur de tension car l’imprimante est vendue également dans des régions du monde utilisant le 115 volts. Vérifiez bien que le commutateur est positionné sur 230 volts !
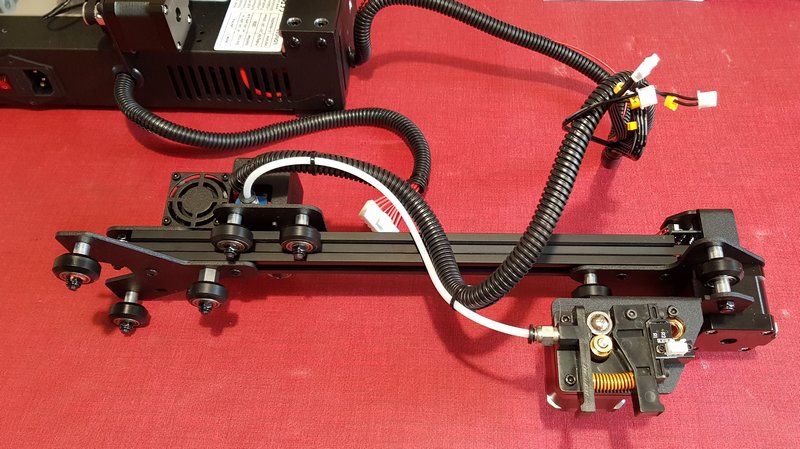 Chariot de l’axe des X : à gauche on trouve la tête d’impression sur laquelle arrivent un câble protégé (noir) et le tube (blanc) qui amène le filament. On a ici une extrusion à moteur déporté ou « extrusion Bowden« . A droite du chariot se trouve l’extrudeur que vous verrez mieux sur la photo ci-dessous.
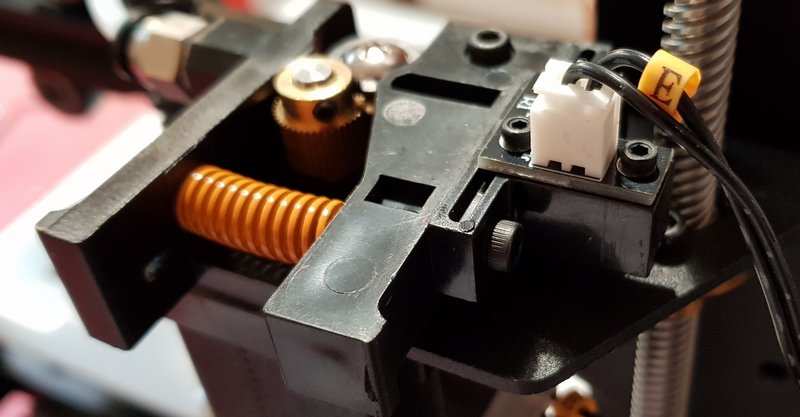
Chariot de l’axe des X : à gauche on trouve la tête d’impression sur laquelle arrivent un câble protégé (noir) et le tube (blanc) qui amène le filament. On a ici une extrusion à moteur déporté ou « extrusion Bowden« . A droite du chariot se trouve l’extrudeur que vous verrez mieux sur la photo ci-dessous.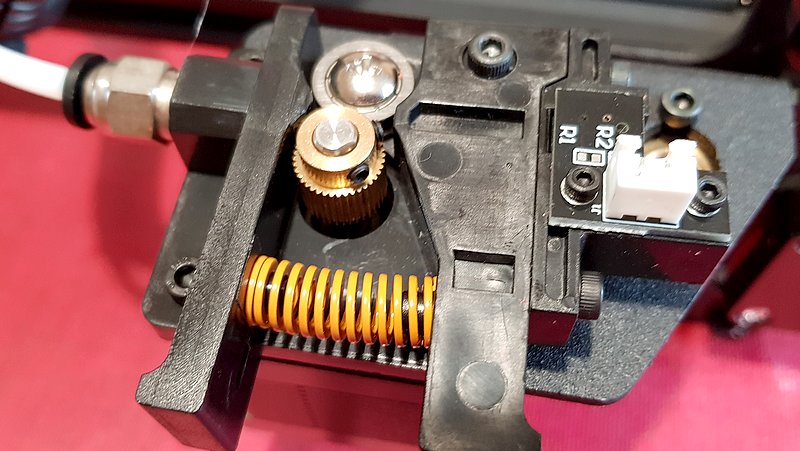 L’extrudeur comporte à droite un détecteur de filament (la petite carte marquée R1 R2) qui est chargé d’arrêter l’impression en cas de rupture de filament ou si on arrive en fin de bobine. Le filament passe ensuite entre la roue dentée et la poulie. Poussée par le ressort, la poulie maintient fermement le filament sur la roue dentée, entraînée par le moteur pas à pas de l’extrudeur. Le filament passe ensuite dans le tube blanc à gauche de l’image, pour rejoindre la tête d’impression. Pour insérer ou retirer le filament, il faut écraser le ressort en appuyant sur les deux parties de la pince (en bas de l’image). Cela dégage la poulie et libère le filament qu’on peut bouger manuellement. Attention si vous voulez enlever le filament il faut que la tête d’impression soit chaude, sinon le filament ne sera pas fondu et vous ne pourrez pas le retirer.
L’extrudeur comporte à droite un détecteur de filament (la petite carte marquée R1 R2) qui est chargé d’arrêter l’impression en cas de rupture de filament ou si on arrive en fin de bobine. Le filament passe ensuite entre la roue dentée et la poulie. Poussée par le ressort, la poulie maintient fermement le filament sur la roue dentée, entraînée par le moteur pas à pas de l’extrudeur. Le filament passe ensuite dans le tube blanc à gauche de l’image, pour rejoindre la tête d’impression. Pour insérer ou retirer le filament, il faut écraser le ressort en appuyant sur les deux parties de la pince (en bas de l’image). Cela dégage la poulie et libère le filament qu’on peut bouger manuellement. Attention si vous voulez enlever le filament il faut que la tête d’impression soit chaude, sinon le filament ne sera pas fondu et vous ne pourrez pas le retirer.
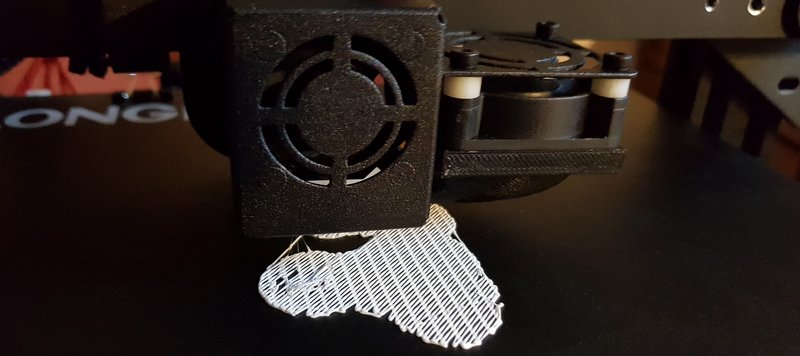
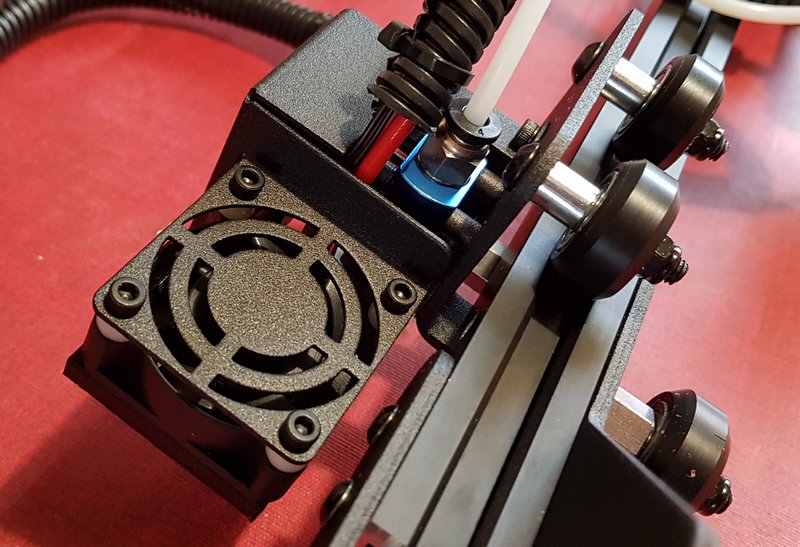 Sur ces deux photos on voit la tête d’impression. Elle est montée sur un chariot qui se déplace selon l’axe X. Le tube blanc amène le filament qui va être amené à température de fusion dans la buse. Le ventilateur visible ici sert à refroidir le filament qui a été déposé.
Sur ces deux photos on voit la tête d’impression. Elle est montée sur un chariot qui se déplace selon l’axe X. Le tube blanc amène le filament qui va être amené à température de fusion dans la buse. Le ventilateur visible ici sert à refroidir le filament qui a été déposé.
Montage Mécanique

Faire entrer le chariot sur la potence.

Normalement les deux trous sur la potence (ici en haut à droite) sont du côté de la bague en laiton pour assurer le déplacement en Z. Ce n’était pas le cas ici, j’ai du retourner la patte droite de la potence pour que les trous de fixation soient du bon côté. Ce ne sera peut-être pas le cas sur votre imprimante.
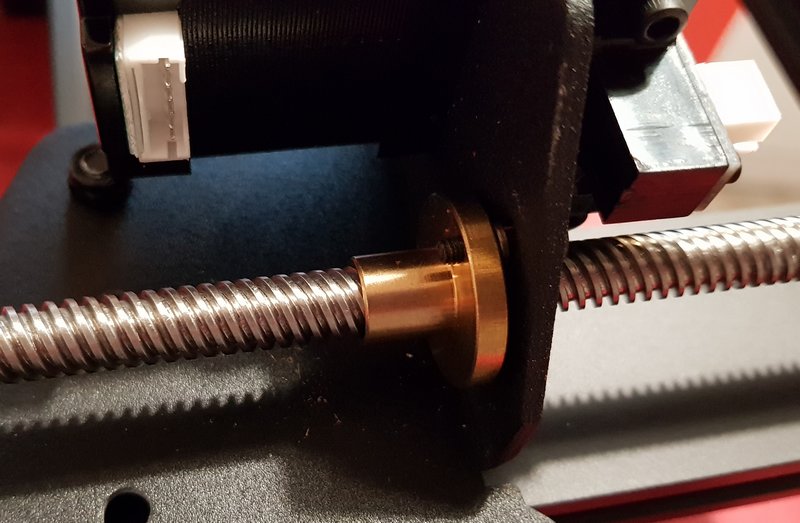 Passez la tige filetée dans la bague laiton. La bague n’est pas serrée sur la plaque pour permettre un léger jeu et ne pas faire forcer la tige filetée. Dans un premier temps je l’ai laissée telle quelle mais cela peut provoquer des défauts d’impression et on peut être amené à serrer les vis. Les avis sont partagés sur la marche à suivre et de nombreux forums en parlent.
Passez la tige filetée dans la bague laiton. La bague n’est pas serrée sur la plaque pour permettre un léger jeu et ne pas faire forcer la tige filetée. Dans un premier temps je l’ai laissée telle quelle mais cela peut provoquer des défauts d’impression et on peut être amené à serrer les vis. Les avis sont partagés sur la marche à suivre et de nombreux forums en parlent.
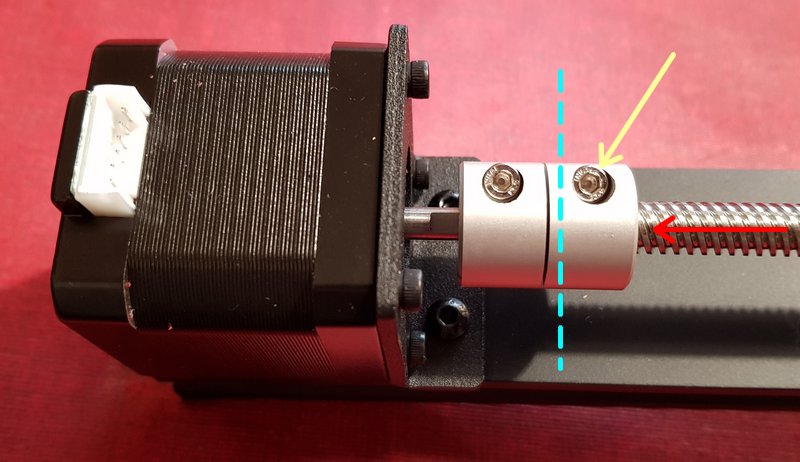
Montez ensuite le moteur sur le montant de la potence (il y a deux vis). Ne serrez pas les vis à fond dans un premier temps. Desserrez la vis (flèche jaune) et insérez la tige filetée (flèche rouge). Il ne faut pas que la tige filetée touche l’axe du moteur, sinon vous perdez le bénéfice de la transmission souple, chargée de prendre à son compte les désalignements. Ne dépassez pas le pointillé avec la tige filetée. Serrez la vis à fond (flèche jaune). Maintenant vous pouvez serrer à fond les vis de fixation du moteur, il sera aligné correctement.
Montez la potence sur le châssis. Il y a deux vis de chaque côté pour la maintenir perpendiculaire à la base (flèches blanches).
Voilà, votre imprimante est pratiquement assemblée. Il reste à fixer le support de bobine et l’écran tactile.

Le support comporte deux écrous qui vont s’insérer dans la rainure de la potence.

Mettez la potence en place dans la rainure et serrez les vis

Préparez l’écran pour le mettre en place.
 Positionnez deux vis dans les trous de droite et fixez l’écran sur la base de l’imprimante.
Positionnez deux vis dans les trous de droite et fixez l’écran sur la base de l’imprimante.
Il reste à connecter les fils sur les différentes parties.
Montage et connexions Électriques
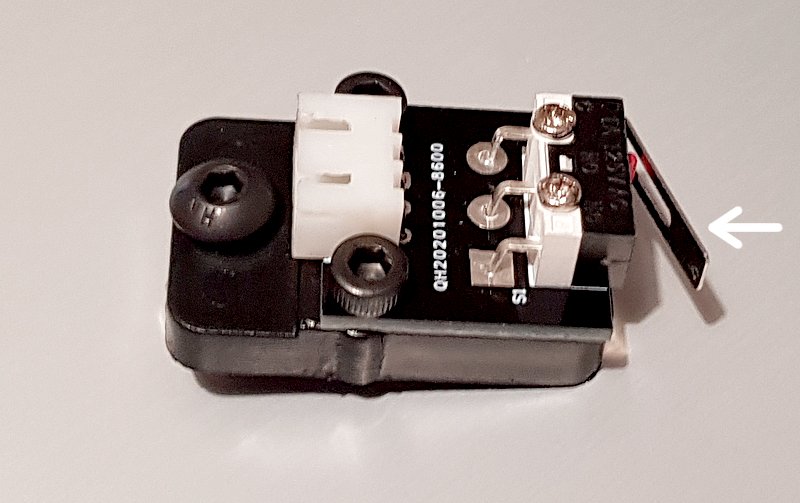
On va commencer par mettre en place le détecteur de fin de course de l’axe Z. C’est un micro-rupteur (un bouton poussoir) sur lequel le chariot viendra appuyer pour prendre sa référence de position en Z.
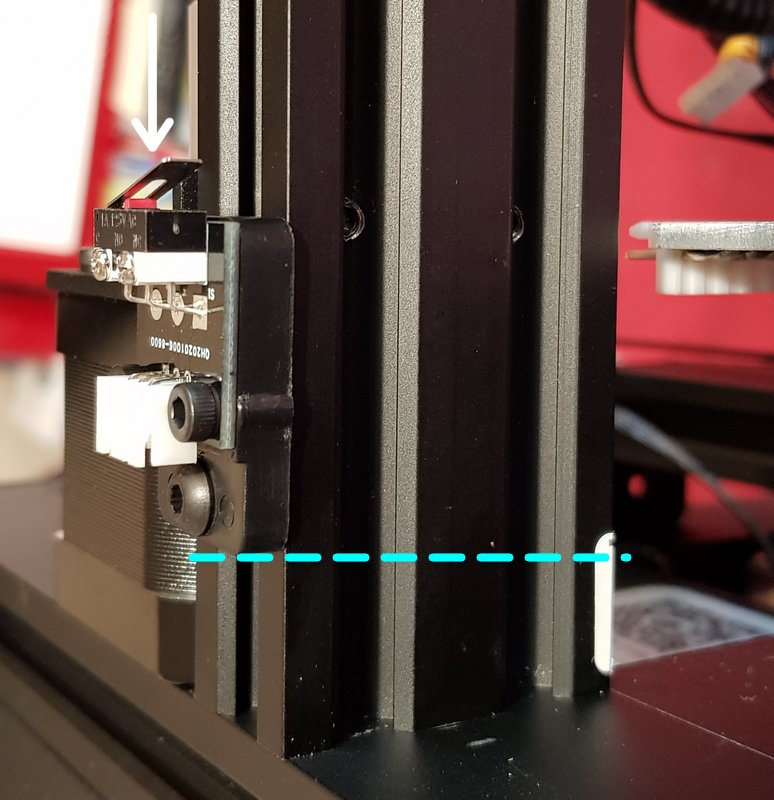 Normalement l’étiquette se trouve sur le côté extérieur mais… comme j’ai dû retourner la barre elle se trouve à l’intérieur de la potence. Pas grave, on va se servir du repère sur l’étiquette pour aligner la base du détecteur Z. NE SERREZ PAS TROP LA VIS de fixation du détecteur, on va sans doute devoir le bouger. En fait quand le chariot descend, il vient appuyer sur le détecteur (flèche blanche en haut à gauche). A ce moment là, la pointe de la buse doit se trouver à 0,1mm du plateau. Votre détecteur est sans doute mal positionné (à quelques mm ou dixièmes de mm près) et on va le régler par la suite.
Normalement l’étiquette se trouve sur le côté extérieur mais… comme j’ai dû retourner la barre elle se trouve à l’intérieur de la potence. Pas grave, on va se servir du repère sur l’étiquette pour aligner la base du détecteur Z. NE SERREZ PAS TROP LA VIS de fixation du détecteur, on va sans doute devoir le bouger. En fait quand le chariot descend, il vient appuyer sur le détecteur (flèche blanche en haut à gauche). A ce moment là, la pointe de la buse doit se trouver à 0,1mm du plateau. Votre détecteur est sans doute mal positionné (à quelques mm ou dixièmes de mm près) et on va le régler par la suite.
[stextbox id=’warning’ caption=’Plus haut !’]Il vaut mieux monter le détecteur Z TROP HAUT, la buse s’immobilisera plus haut ce qui évitera de venir taper sur le plateau et le détériorer.[/stextbox]
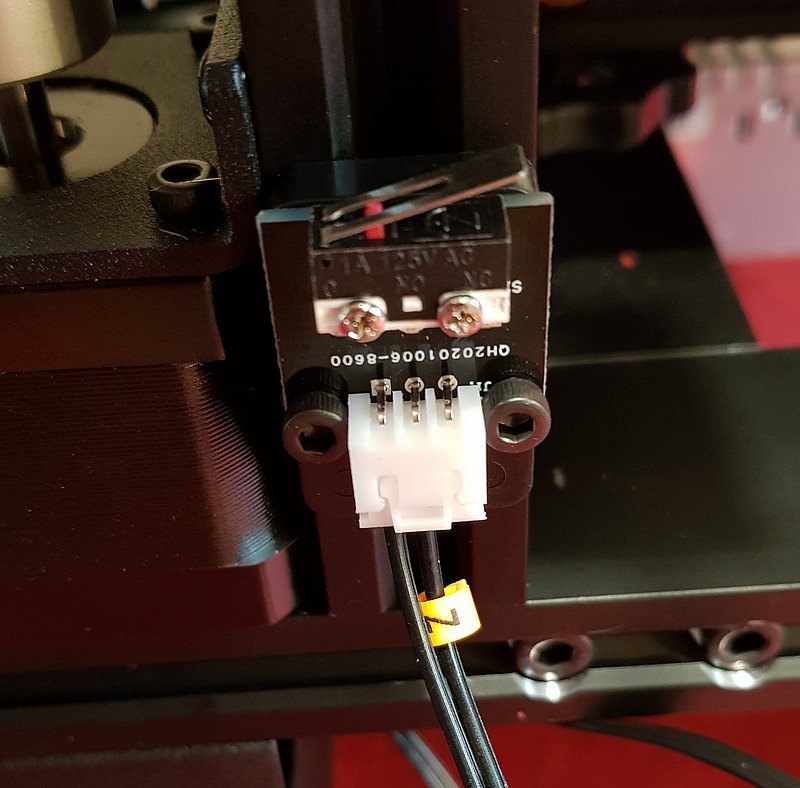
Vous pouvez maintenant connecter le détecteur de niveau Z. Les fils sont repérés par une bague, et le câble de connexion de ce détecteur est doté de 2 fils. Vous le repérerez facilement. N’oubliez pas que la position de ce détecteur n’est que provisoire et qu’il faudra sans doute le débrancher/rebrancher plusieurs fois pour accéder à la vis qui va se retrouver sous les fils. 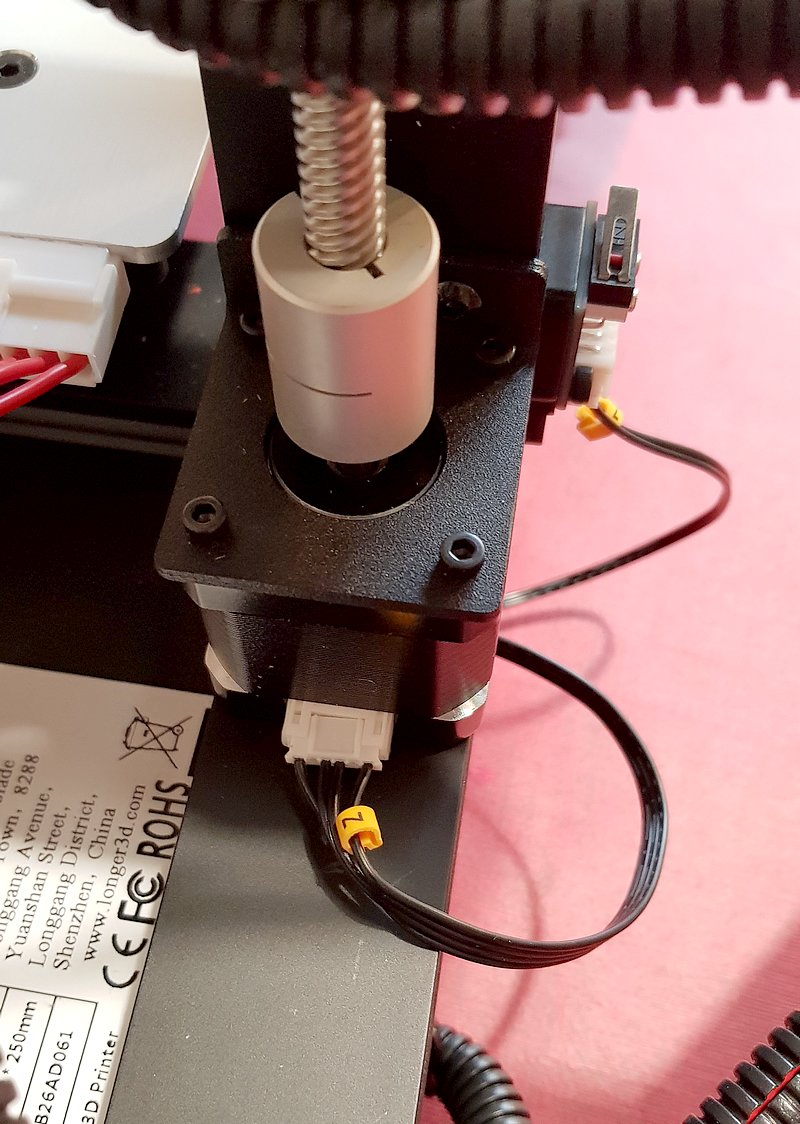
Vous pouvez aussi relier le moteur de l’axe Z, celui qui se trouve sous la vis d’entraînement verticale. Le câble est identifié également avec un Z mais comporte plus de fils.
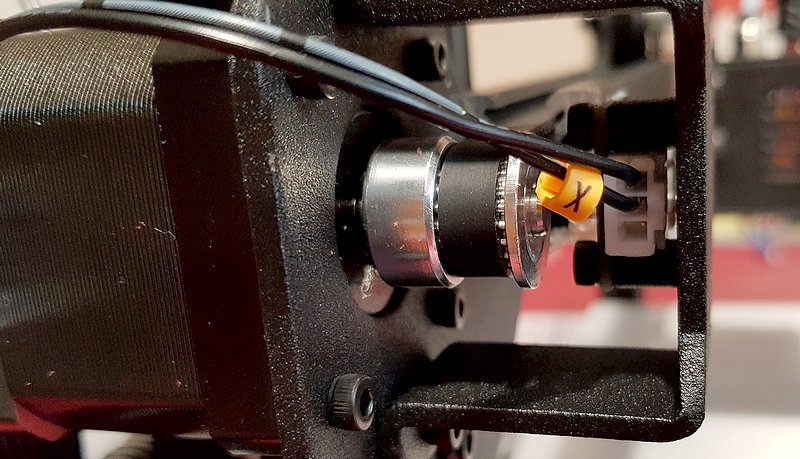
Connectez le détecteur de position de l’axe X. Il est identifié X et comporte 2 fils.
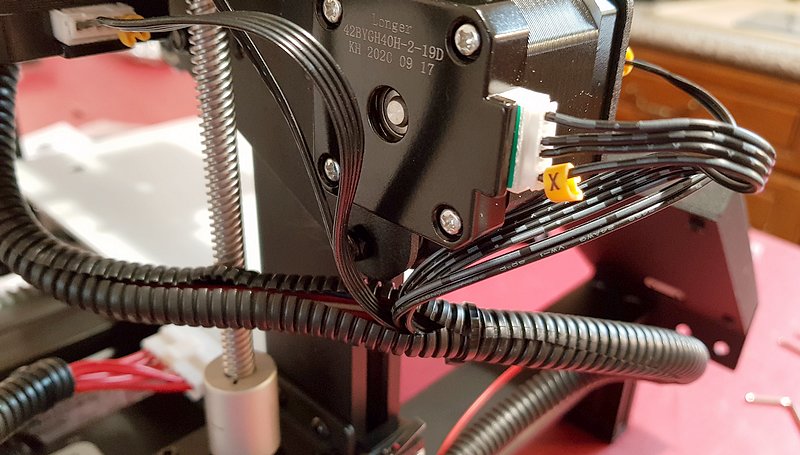
Reliez le moteur d’entraînement du chariot de l’axe X. La bague est marquée X et le connecteur comporte 4 fils.
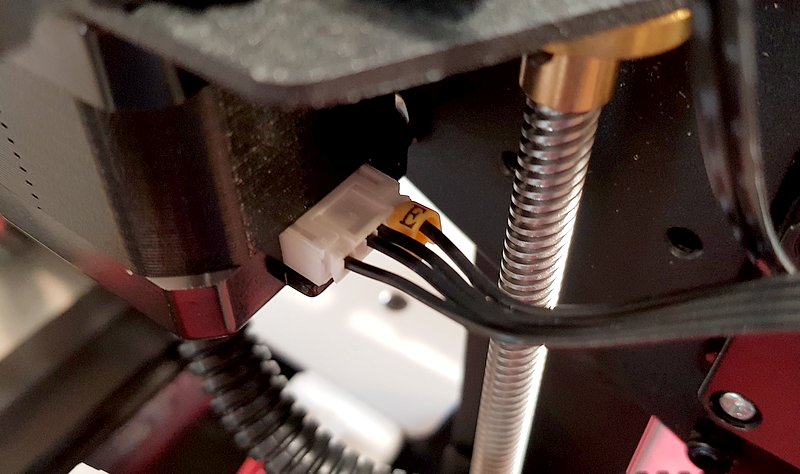
Le moteur de l’extrudeur reçoit le connecteur à 4 fils marqué E.
Le détecteur de présence filament se connecte avec la prise E qui comporte 2 fils.
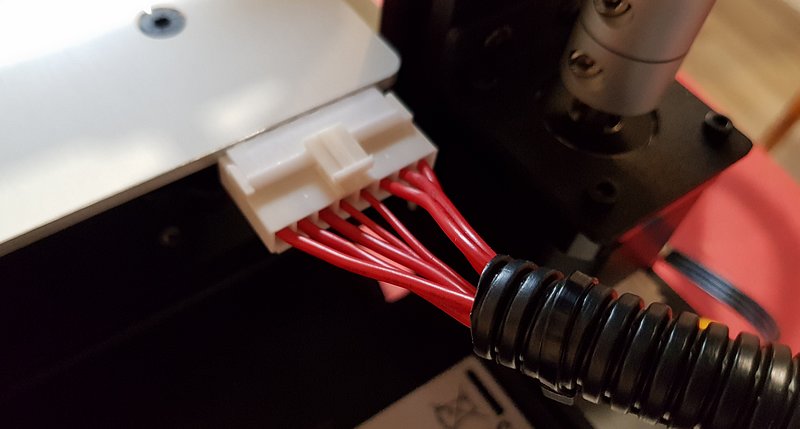
Le plateau chauffant reçoit un connecteur à 8 fils qui ne peut se brancher qu’à cet endroit. Il ne comporte donc pas de repère écrit. Il y a 3 fils pour le +, 3 fils pour le – (le plateau consomme beaucoup de courant et la multiplication des fils permet de partager le courant entre les différents fils et connecteurs ce qui évite l’échauffement et la détérioration à terme).
[stextbox id=’alert’ caption=’Conseil’]Je vous conseille d’imprimer un support qui viendra renforcer la liaison entre le câble et le plateau car c’est une prise qui est soumise à des contraintes (le plateau se déplace sans arrêt) et la prise peut se casser à la longue. https://www.thingiverse.com/thing:3385181[/stextbox]
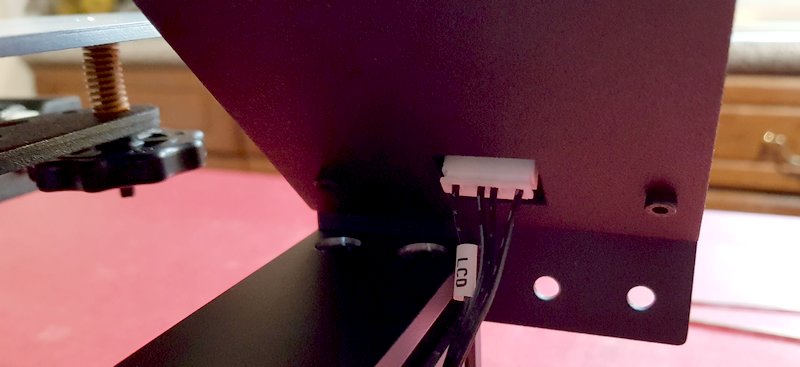 On termine par le câble de l’écran marqué LCD, comme il se doit.
On termine par le câble de l’écran marqué LCD, comme il se doit.
Vérifiez que tout est connecté, vous pouvez brancher le dernier câble, le câble secteur, et on passer aux réglages.

Réglages
Les excentriques
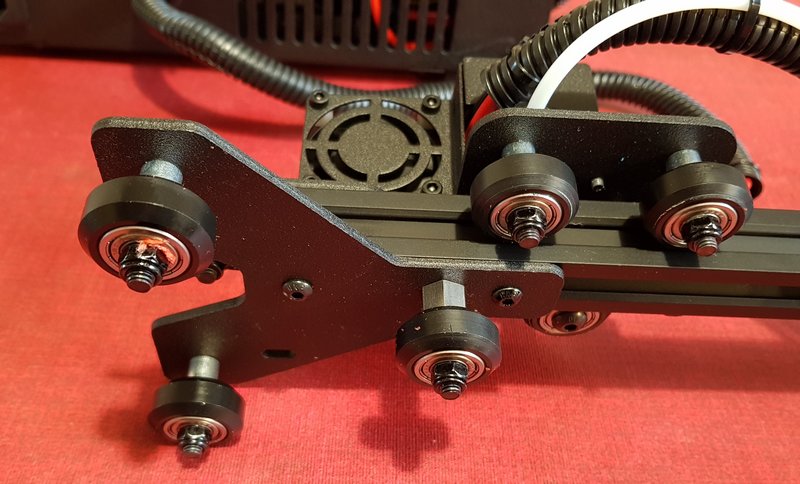
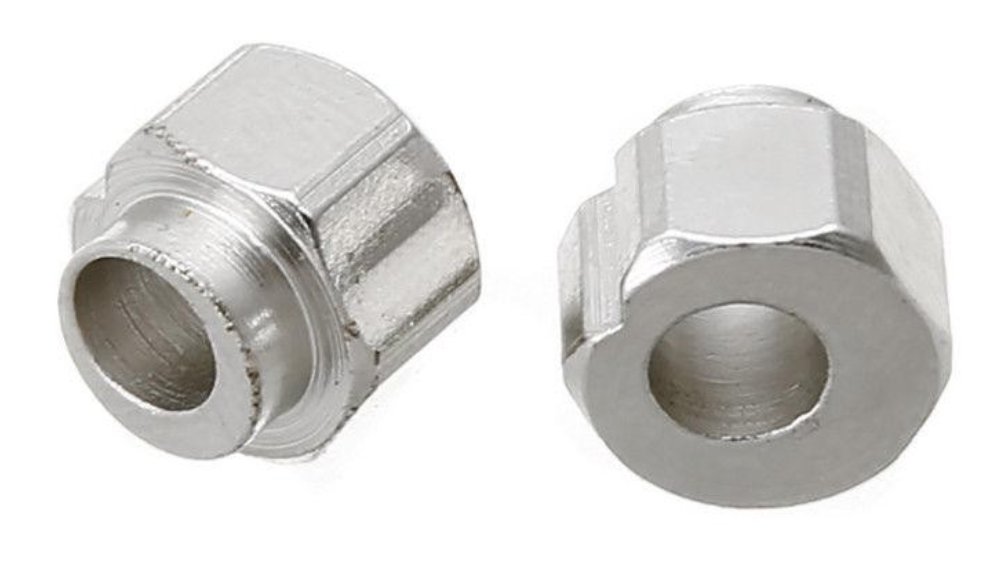
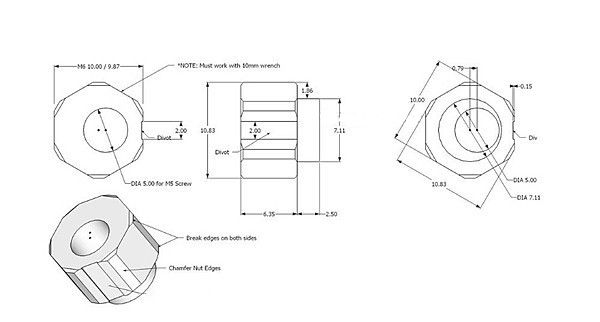 Chaque partie mobile de l’imprimante est dotée de ces excentriques. Ces pièces supportent les roues en V qui viennent s’appuyer sur la structure en V des rails. En faisant tourner l’excentrique, on approche ou on éloigne la roue du rail.
Chaque partie mobile de l’imprimante est dotée de ces excentriques. Ces pièces supportent les roues en V qui viennent s’appuyer sur la structure en V des rails. En faisant tourner l’excentrique, on approche ou on éloigne la roue du rail.
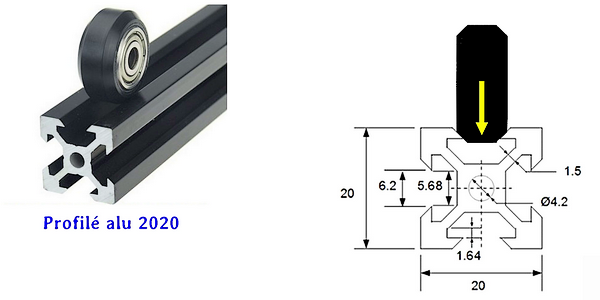
 Le profilé en aluminium extrudé est utilisé pour guider les différents “chariots” des axes. La roue vient en appui sur la partie en “V”. On voit ci-dessus que si la roue appuie trop fort sur le profilé, on va avoir des soucis car ça va freiner et retransmettre tous les défauts à l’impression. Les roues utilisées ont une forme adaptée à la rainure du profilé. Elles sont montées sur un (ou deux) roulement(s) qui diminue les frottements. On a parfois des surprises avec des roulements qui grognent. Il peut être intéressant d’avoir quelques roues de guidage d’avance… Vérifiez bien les dimensions de la roue avant de commander, il y a plusieurs dimensions. N’hésitez pas à les remplacer si vous constatez des points durs que vous n’arrivez pas à supprimer lors des réglages.
Le profilé en aluminium extrudé est utilisé pour guider les différents “chariots” des axes. La roue vient en appui sur la partie en “V”. On voit ci-dessus que si la roue appuie trop fort sur le profilé, on va avoir des soucis car ça va freiner et retransmettre tous les défauts à l’impression. Les roues utilisées ont une forme adaptée à la rainure du profilé. Elles sont montées sur un (ou deux) roulement(s) qui diminue les frottements. On a parfois des surprises avec des roulements qui grognent. Il peut être intéressant d’avoir quelques roues de guidage d’avance… Vérifiez bien les dimensions de la roue avant de commander, il y a plusieurs dimensions. N’hésitez pas à les remplacer si vous constatez des points durs que vous n’arrivez pas à supprimer lors des réglages.
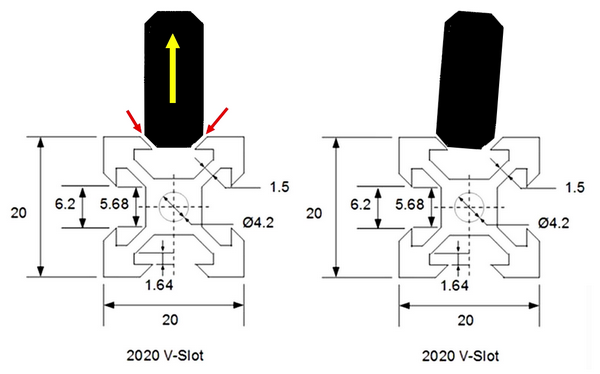 Si la roue est insuffisamment plaquée contre le profilé, il va exister un interstice entre la roue et le profilé, ce qui va entraîner l’apparition d’un jeu qui sera préjudiciable à la qualité d’impression. Ce sera à vous de trouver le bon compromis… Une indication qui peut vous servir : lorsque vous faites tourner la roue que vous êtes en train de régler à la main, elle doit tourner à frottement gras. Si elle tourne librement il faut resserrer, si vous n’arrivez pas à la tourner manuellement il faut desserrer… A vous de jouer. Vous ne réussirez peut-être pas du premier coup, le “feeling” (le toucher) s’acquiert avec l’expérience. Insistez !
Si la roue est insuffisamment plaquée contre le profilé, il va exister un interstice entre la roue et le profilé, ce qui va entraîner l’apparition d’un jeu qui sera préjudiciable à la qualité d’impression. Ce sera à vous de trouver le bon compromis… Une indication qui peut vous servir : lorsque vous faites tourner la roue que vous êtes en train de régler à la main, elle doit tourner à frottement gras. Si elle tourne librement il faut resserrer, si vous n’arrivez pas à la tourner manuellement il faut desserrer… A vous de jouer. Vous ne réussirez peut-être pas du premier coup, le “feeling” (le toucher) s’acquiert avec l’expérience. Insistez !
Réglage des excentriques
Cette courte vidéo montre comment se fait le réglage. Regardez l’écart entre la roue et le rail. 
Le réglage de l’excentrique se fait avec la clé plate. Les chariots Z (de chaque côté de la potence) ont chacun un excentrique.
Le plateau (Y) comporte également excentriques situés du même côté. Il faudra les régler pour stabiliser le plateau, avec un déplacement en douceur du chariot, sans point dur.
 Le chariot de tête d’impression (X) comporte un excentrique situé dessous, près de la buse.
Le chariot de tête d’impression (X) comporte un excentrique situé dessous, près de la buse.
Réglage de la hauteur de la buse
La tête d’impression délivre le filament fondu par la buse. La hauteur de la buse doit être réglée précisément pour assurer une première couche de qualité. C’est ce qui garantit une bonne impression de l’objet. La surface est jolie, et l’objet adhère au plateau.
Lorsque le bras support de la tête d’impression descend, il vient appuyer sur le switch situé à gauche de l’image. C’est le capteur de « home position » ou « position zéro » de l’axe des Z (axe vertical). Il faudra régler la hauteur de ce switch en desserrant la vis de fixation et en déplaçant légèrement le capteur. Lorsque le réglage est bon, le papier gliise en frottant un peu.
Pour régler le plateau j’utilise un niveau pour dégrossir le réglage. Je m’explique : Ce n’est pas la peine que le plateau ou la machine soient parfaitement à l’horizontale. Ce qui importe c’est que le plateau et le bras qui porte la tête d’impression soient LE PLUS PARALLÈLE POSSIBLE ! Comme c’est le plateau qui est réglable, je prends le bras support comme référence :
 Je pose un niveau (un petit, si vous prenez un niveau de maçon, ça ne tient pas 😛 ) sur le bras horizontal comme ci-dessus. Coup de bol le bras est horizontal. Mais en fait il faut relever la position de la bulle, ici entre les 2 traits.
Je pose un niveau (un petit, si vous prenez un niveau de maçon, ça ne tient pas 😛 ) sur le bras horizontal comme ci-dessus. Coup de bol le bras est horizontal. Mais en fait il faut relever la position de la bulle, ici entre les 2 traits.
 Ensuite je pose le niveau sur le plateau, SOUS le bras horizontal. Et là on voit que le plateau n’est pas parallèle au bras horizontal. Pour le mettre en « bonne position » il faut relever le côté droit jusqu’à ce que la bulle se positionne comme précédemment. Ça se fait en tournant les molettes sous le plateau.
Ensuite je pose le niveau sur le plateau, SOUS le bras horizontal. Et là on voit que le plateau n’est pas parallèle au bras horizontal. Pour le mettre en « bonne position » il faut relever le côté droit jusqu’à ce que la bulle se positionne comme précédemment. Ça se fait en tournant les molettes sous le plateau.
Une fois que c’est approchant on peut passer à la suite.
Le réglage se fait avec le plateau à température d’impression (40 à 60°C). Lancer un réglage en home position Z sur l’écran.

Quand la buse est en position zéro il faut régler la hauteur du plateau (avec les molettes) pour qu’une feuille de papier A4 (80 grammes) coulisse avec un frottement entre la tête et le plateau. Cela garantit un espace de 0,1 à 0,2 mm entre la buse et le plateau.

Si le papier glisse librement, l’écart est trop important, si le papier est fortement freiné, l’écart est trop petit. Il faut répéter cette opération aux 5 points de réglage prévus (le centre et les 4 coins) jusqu’à ce que le frottement soit quasiment identique partout. Parfois le centre de la plaque est un peu plus haut que les coins (ou un peu plus bas) parce que la plaque de verre n’est pas parfaitement plane et il faut… moyenner. Au début ça peut être un peu long, mais c’est la condition pour avoir une impression correcte.
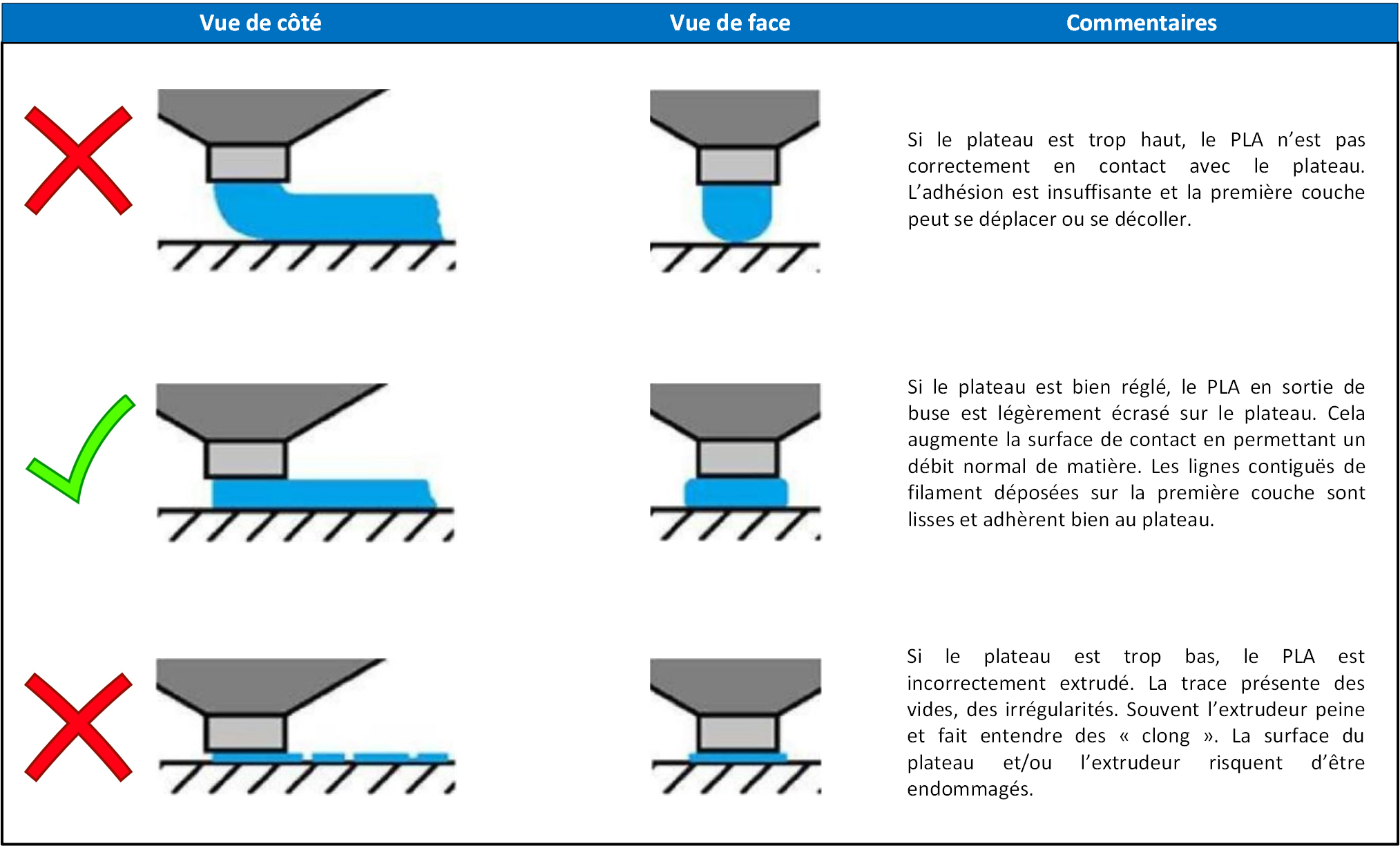
En fonction des réglages le dépôt de filament fondu va se dérouler correctement, ou pas. Voir l’explication ci-dessus.
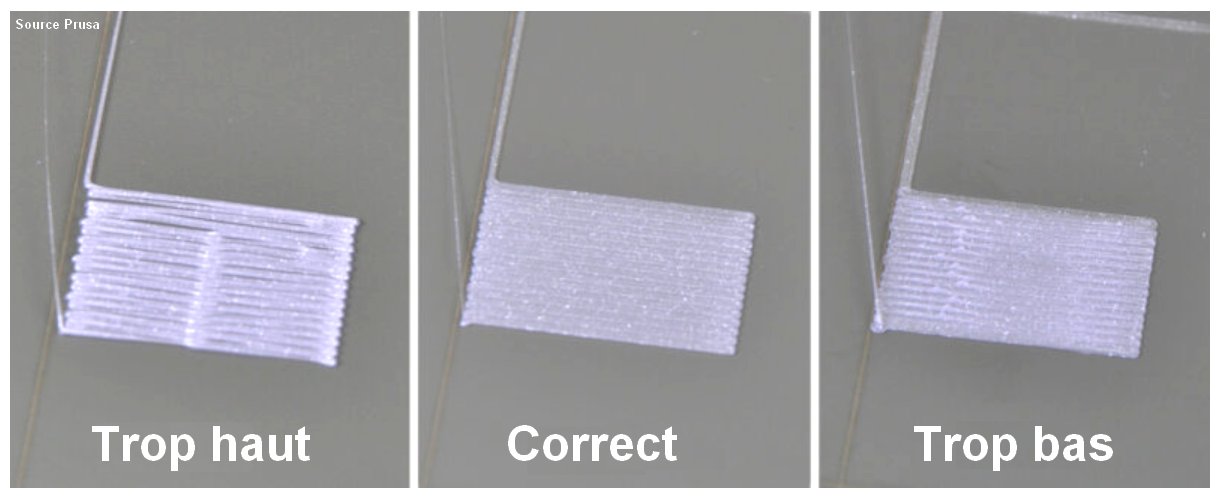 L’aspect de la première couche peut aussi vous aider à affiner vos réglages (source Prusa).
L’aspect de la première couche peut aussi vous aider à affiner vos réglages (source Prusa).
Réglage des courroies

Pour les courroies, il faut trouver le juste milieu. Appuyez dessus avec un doigt. Elle doivent s’enfoncer… un peu. Trop tendues elles vont s’user rapidement et parfois forcer. Pas assez tendues, elles vont sauter et vous perdrez des pas. Il y aura des décalages sur les dépôts de PLA réalisés par l’imprimante… à l’extrémité de chaque courroie on a un “tendeur” : une plaquette qu’on peut déplacer. Desserrez les vis, réglez la tension de la courroie. Il faut parfois écarter le tendeur avec un tournevis ou une clé pour le maintenir en place. Serrez les vis quand la tension vous semble correcte. Vérifiez systématiquement car parfois le serrage des vis… change le réglage ! eh oui 
Premiers essais
Pour les premiers essais la carte micro SD comporte un certain nombre de fichiers « prêts » à imprimer. Sans aucun autre réglage que ceux indiqués plus haut j’ai lancé l’impression des chouettes :


Le résultat est acceptable, il y a des « bulles » qu’il va falloir éliminer

 Deuxième essai le bateau (un classique). Là aussi pour un premier test sans réglage particulier c’est plutôt pas mal. Toujours ces bulles.
Deuxième essai le bateau (un classique). Là aussi pour un premier test sans réglage particulier c’est plutôt pas mal. Toujours ces bulles.
J’ai resserré les vis de la bague filetée en laiton (axe Z) qui fait monter/descendre le chariot. Il y a deux écoles. On laisse la bague un peu libre (vis desserrées) pour permettre un peu de jeu si la tige filetée n’est pas droite à 100%. Ou alors on serre les vis quitte à ce que ça force un peu. Ave les vis serrées j’ai lancé le petit renard.
 Petite amélioration mais il y a encore des défauts. Ca fera partie de la mise en route de cette imprimante, avec l’impression du cube de calibration pour les dimensions X, Y et Z, de la calibration de l’extrudeur etc. Mais dans un premier temps on peut dire que le fonctionnement de l’imprimante est correct.
Petite amélioration mais il y a encore des défauts. Ca fera partie de la mise en route de cette imprimante, avec l’impression du cube de calibration pour les dimensions X, Y et Z, de la calibration de l’extrudeur etc. Mais dans un premier temps on peut dire que le fonctionnement de l’imprimante est correct.
Conclusion
Pour un prix abordable (~150€), cette imprimante 3D Longer 4 PRO promet une entrée facile dans le monde de l’impression 3D. Elle permet de se faire la main avant de passer à des modèles plus sophistiqués. Les réglages de base sont accessibles et c’est un bon apprentissage des interactions entre les différents réglages.
Les drivers TMC 2208 pilotent les moteurs en silence et seuls les ventilateurs se montrent bruyants. Ce n’est pas gênant dans un FabLab ou un atelier, mais ça peut se révéler « fatiguant » dans un bureau ou dans un lieu calme.
C’est pour moi une bonne machine de début.
Attention : Prix spécial pour le Black Friday 2021 !

Sources
Acheter une imprimante Longer LK4 PRO : https://s.zbanx.com/r/ZH9yEgLPejQO
Test de la LK4 PRO par Cults 3D : https://cults3d.com/fr/mod%C3%A8le-3d/outil/kit-colliers-longer-lk4-pro
Ping : Découpe/gravure Laser : Ortur Aufero Laser 2 - Framboise 314, le Raspberry Pi à la sauce française....
Bonjour François,
Article de très bonne qualité comme toujours.
J’utilise cette imprimante depuis 2 ans sans souci, juqu’à hier : l’impression se lance et puis tout s’arrete brusquement après le zéro des axes y compris l’écran…
Il n’y a que l’alimentation qui fonctionne.
je teste l’alim au voltmetre qui débite 24 v cc en sortie, j’en conclu que c’est la cm qui est flingué, je la change et puis…ça ne change rien…
Une idée ?
Bonjour
non pas facile à distance mais si l’alim est ok
il y a des chances que ce soit la carte mère qui ait lâché…
ici ça tourne depuis 1 an…
désolé de ne pouvoir en dire plus
cdt
francois