


C’est une première pour moi, après le montage et les essais d’une dizaine d’imprimantes 3D FDM (Dépôt de fil fondu (DFF) ou Fused deposition modeling (FDM)), voici ma première imprimante résine. J’ai bien conscience du chemin à parcourir, car pour moi cette technologie est nouvelle et comme pour les imprimantes à filament, c’est le début d’un nouvel apprentissage. Cette imprimante Alkaid est souvent décrite comme un clone de l’Elegoo Mars 2, avec une hauteur maxi de 190 mm au lieu de 150 mm.
Au sommaire :
Imprimante 3D résine Geeetech Alkaid
J’ai reçu ce produit gratuitement pour les tests, envoyé par Geeetech . C’est donc un
============= Article sponsorisé =============
Les liens sont affiliés et je recevrai un (faible) pourcentage sur les ventes. Ils m’ont offert le matériel et j’ai choisi de rédiger cet article, tout en conservant ma liberté rédactionnelle.
Précautions d’emploi
S’il vous plait ne commencez pas à utiliser l’imprimante
ou la résine sans avoir lu ce document sur les bonnes pratiques ! La résine est dangereuse, prenez des précautions
En aucun cas framboise314 ne pourra être tenu pour responsable en cas d’accident découlant de l’utilisation de la résine ou de l’imprimante. Vous l’utilisez sous votre responsabilité et en pleine conscience des risques encourus.
 Vous pouvez télécharger le document en PDF pour l’afficher dans votre atelier (asso, fablab…).
Vous pouvez télécharger le document en PDF pour l’afficher dans votre atelier (asso, fablab…).
Dangers de la résine
Retenez que malgré ce que dit le fabricant, la résine lavable a l’eau reste toxique pour l’environnement et qu’elle ne doit pas finir dans les canalisations.
Le meilleur moyen de se débarrasser de son eau de rinçage saturée en résine est de la verser dans un contenant transparent et de l’exposer aux UV (soleil ou UV cure). La résine polymérisera et formera une pellicule sur les parois du contenant.
De même pour les résines alcool, quand votre alcool IPA (alcool isopropylique) se charge trop en résine, un coup de cure (illumination) aux UV et il suffit d’enlever la pellicule collée en surface des parois, devenue inoffensive.
Ça permet de l’utiliser un peu plus longtemps. Et quand il est trop saturé, direction le bidon de 5 litres, quelques heures au soleil, et ça polymérise. L’important étant de ne pas laisser l’alcool ou l’eau de lavage chargés de résine à l’état liquide polluer le réseau d’assainissement.
Il y a déjà suffisamment de plastique et de produits chimiques dans les égouts sans en rajouter…
Merci Stéphane, formateur en fabrication additive à l’AFPA Mulhouse pour ces infos.
En corollaire, le stockage de la résine doit absolument se faire à l’abri de la lumière (bouteille noire + boîte en carton) à une température inférieure à 25 ou 30°C, sinon la résine risque de polymériser. Ne stockez surtout pas la résine dans un réfrigérateur qui pourrait contenir des aliments ou des boissons.
La résine lavable à l’eau a l’avantage de pouvoir être utilisée dans un nettoyeur à ultrasons et ne laisse ni odeur ni vapeur. Comme mentionné ci-dessus il est très important que l’eau utilisée ne soit pas rejetée dans les canalisations car elle contient encore de la résine. La résine lavable à l’eau contient des matières nocives pour la vie aquatique. Plus grave, la résine liquide étant soluble dans l’eau, la pièce imprimée reste également sensible à l’eau et supporte mal un environnement humide ou très humide. Les utilisateurs de résine lavable à l’eau constatent parfois que les pièces imprimées fissurent avec le temps en raison de l’absorption d’eau et de la déformation résultante, même dans des environnements qui peuvent sembler secs.
Alkaid ?
Contrairement à ce que j’ai pu lire sur les réseaux sociaux où les doigts volent souvent plus vite sur le clavier que les cerveaux de leurs utilisateurs, le nom de l’imprimante n’a rien à voir avec une quelconque organisation terroriste… Eta Ursae Majoris, en abrégé η UMa, en français Êta de la Grande Ourse, est une étoile de la constellation de la Grande Ourse (au bout de la queue de la casserole). Elle porte également les noms traditionnels Alkaïd, officiellement reconnu par l’Union astronomique internationale le 30 juin 20162, et Benetnash, qui proviennent tous deux de l’arabe. (source Wikipedia)
L’impression 3D SLA
La photopolymérisation est le premier procédé de prototypage rapide à avoir été développé dans les années 1980. Le nom de SLA (pour StereoLithography Apparatus) lui a été donné. Il repose sur les propriétés qu’ont certaines résines à se polymériser sous l’effet de la lumière et de la chaleur.
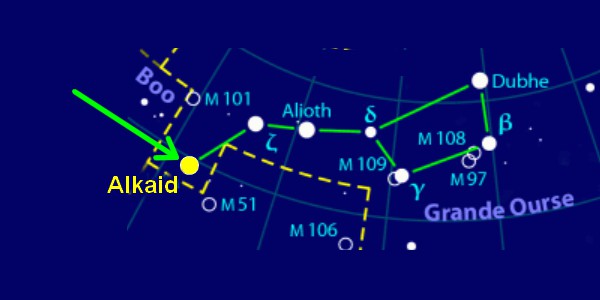
Dans les imprimantes grand public qui nous intéressent ici, un écran LCD est placé dans la base de l’imprimante. Sous cet écran, des LEDs ultraviolet émettent une lumière forte. L’écran LCD laisse passer (ou pas selon que le pixel est ON ou OFF) ces UV. La résine présente dans le bac A, devant le pixel, durcit sous l’action des UV là où le liquide est éclairé. La plaque support se relève alors, et la résine liquide reprend place sur toute la surface du bac. La plaque redescend et on imprime la couche suivante en allumant les pixels nécessaires.
Cette animation provenant de http://www.mimp3d.com/sla-stereolithographie-ou-photopolymerisation/ montre le principe du SLA : le plateau monte après chaque couche, avec à chaque fois un faisceau d’UV qui vient éclairer le fond du bac de résine jaune par le dessous et solidifie les parties voulues
On voit qu’ici TOUS les pixels d’une même couche sont créés en même temps ! La durée d’impression dépend uniquement du nombre de couches et non plus de la quantité de filament à ajouter, comme dans les imprimantes FDM classiques.
Il faudra quand même régler les paramètres de ce type d’impression :
- hauteur de couche (précision de l’objet obtenu)
- nombre de couches de la base (adhérence à la plaque et solidité de la base)
- temps exposition des couches de la base (adhérence à la plaque et solidité de la base)
- temps d’exposition des couches de l’objet (solidité de l’objet)
- vitesses des différents déplacements, temps d’attente (viscosité de la résine)
C’est aussi pointu que le réglage des paramètres de l’impression FDM. Fô pas croire !
Avantages de la Geeetech Alkaid
Précision d’impression : Cette imprimante 3D est équipée d’un écran LCD noir et blanc 2K avec une précision de direction X/Y allant jusqu’à 0,051 mm.
Espace d’impression : La taille maxi des objets imprimés est de 82x130x190 mm, offrant une belle surface d’impression pour vos projets créatifs.
Qualité d’impression : Le guide linéaire de l’axe Z de l’imprimante améliore la précision et la qualité de l’impression, ce qui permet d’obtenir des impressions de meilleure qualité.
Source lumineuse matricielle : Une source lumineuse matricielle de nouvelle génération utilise 15 LEDs de forte puissance et une lentille matricielle fabriquée à partir de matériaux optiques professionnels. Ceci améliore la qualité et la vitesse d’impression.
Conception ergonomique : L’imprimante Alkaid est dotée d’un panneau de commande tactile ergonomique avec un grand angle d’inclinaison, ce qui rend le contrôle et l’utilisation de la machine plus confortables pour les utilisateurs.
Système efficace de dissipation de chaleur : Les LEDs de la lampe UV sont placées sur le châssis en aluminium en bas de la machine, ce qui fournit une large zone de dissipation de la chaleur. Associé à un ventilateur de dissipation de la chaleur, ce système réduit efficacement la température de la carte de la lampe et prolonge la durée de vie des LEDs de la lampe UV.
Le logiciel CHITUBOX
Le logiciel pour slicer (découper) votre objet en vue de son impression n’est plus CURA mais CHITUBOX qui est conseillé par le fabricant et d’ailleurs fourni sur la clé USB livrée avec l’imprimante 3D. Il est en version 1.6.5 sur la clé que j’ai reçue, j’ai donc choisi de télécharger la dernière version sur la page de CHITUBOX. Il y a une version gratuite et une version CHITUBOX PRO payante qui offre de nombreuses possibilités supplémentaires mais… me semble bien trop chère pour un simple maker. Une entreprise qui produit des pièces en SLA pourra sans doute payer 9,99$ par mois ou 169$ par an (2 postes), voire 269$ par an pour 5 activations… Moi non !

Déballage de la Geeetech Alkaid

L’imprimante est livrée dans un carton épais presque cubique du fait de la forme de la machine. Une fois les coques en mousse très épaisses sorties du carton j’ai enlevé une des demi coques, découvrant ainsi la machine et son alimentation. Des sachets glissés dans des trous de la mousse contiennent le câble secteur et le petit outillage, les vis, la clé USB.

Ici la machine est posée sur son socle et je retire la deuxième partie de la coque en mousse. Le capot orange est protégé par un sachet en plastique, contre les rayures.

Le capot orangé s’enlève en le soulevant tout simplement. Son rôle est d’empêcher les UV de passer, aussi bien ceux qui sont présents dans la machine et servent à polymériser la résine aux endroits prévus, que ceux venant de l’extérieur (soleil) qui pourraient accélérer la polymérisation de la résine. D’après le fabricant, ce capot peut filtrer efficacement la lumière UV d’une longueur d’onde de 405nm, avec une taux de blocage est de 99,96%. On voit apparaître la plaque qui servira de support à nos impressions. Entre la marque Geeetech à gauche et le dessin de la Grande Ourse (avec l’étoile Alkaid en bleu) on trouve un écran couleur tactile qu’il faudra débarrasser de sa protection.
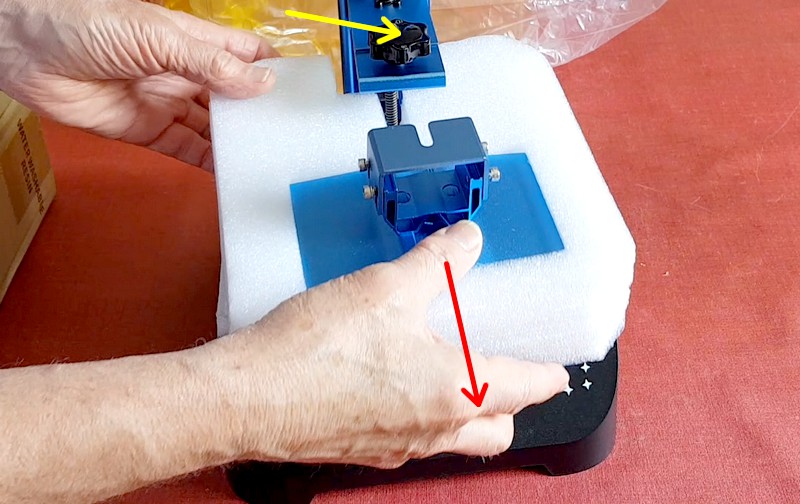
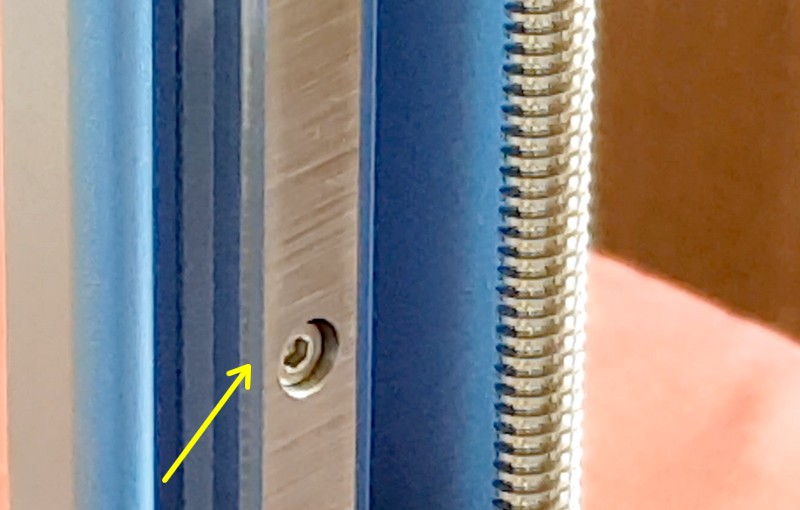
Il suffit de desserrer la vis moletée (flèche jaune) et de faire glisser la plaque et le bloc de mousse vers l’avant (flèche rouge) pour les dégager.
La partie plate de la plaque recevra la première couche de vos impression 3D en résine, il faudra veiller à ne pas l’abimer, la rayer etc.

La plaque est dans un état impeccable.

Sous le bloc de mousse, on trouve le bac à résine avec son film transparent (FEP) qui laisse passer les UV. Le film est protégé des deux côtés par une feuille fine qu’il faudra enlever.

Les films de remplacement vendus par Geeetech sont également protégés de cette façon. Il suffit d’enlever les vis qu’on voit sous le bac pour changer le film.

Une vidéo (voir plus bas dans l’article) explique le processus de remplacement.
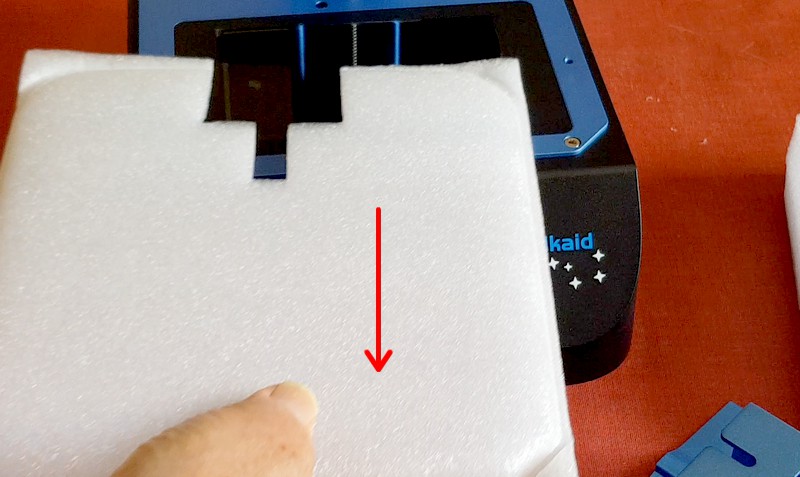
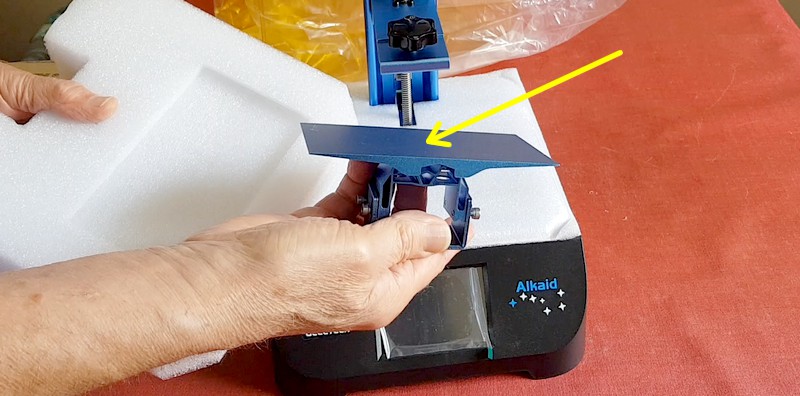
Retirer la plaque de mousse qui recouvre l’écran

Enlever la protection de l’écran. A partir de ce moment il faudra veiller à ce que la surface de l’écran reste extrêmement propre et exempte de dépôts (poussière, résine, traces…)
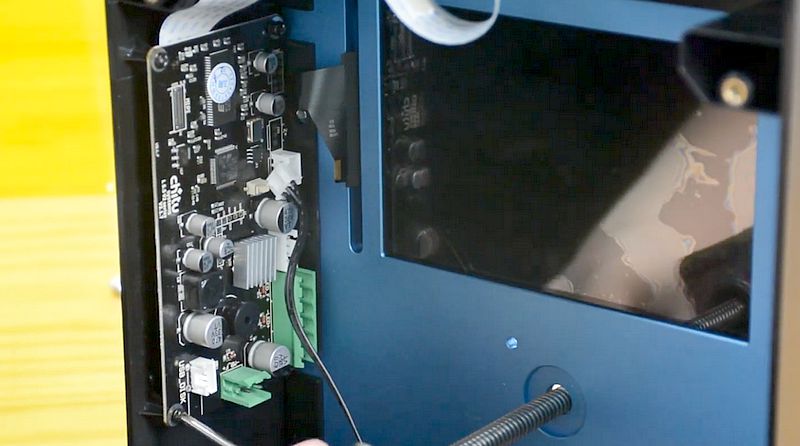
 A noter que l’axe des Z (le seul axe mobile de cette machine) est un rail linéaire qui assure un déplacement de très bonne qualité au support de plaque. La vis qu’on voit au premier plan est entrainée par un moteur pas à pas situé dans le socle, elle assure le déplacement du chariot de bas en haut.
A noter que l’axe des Z (le seul axe mobile de cette machine) est un rail linéaire qui assure un déplacement de très bonne qualité au support de plaque. La vis qu’on voit au premier plan est entrainée par un moteur pas à pas situé dans le socle, elle assure le déplacement du chariot de bas en haut.
Mise en service de la Geeetech Alkaid
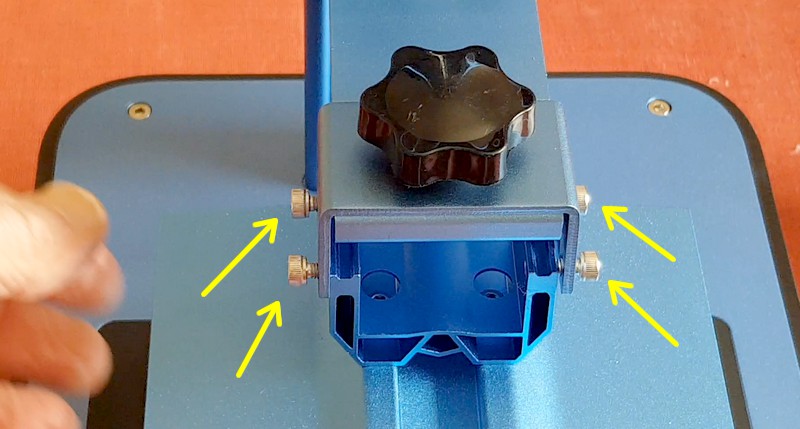
Remettez la plaque en place et serrez la grosse vis noire moletée. On va commencer par desserrer les 4 vis qui tiennent la plaque, indiquées par des flèches jaunes.
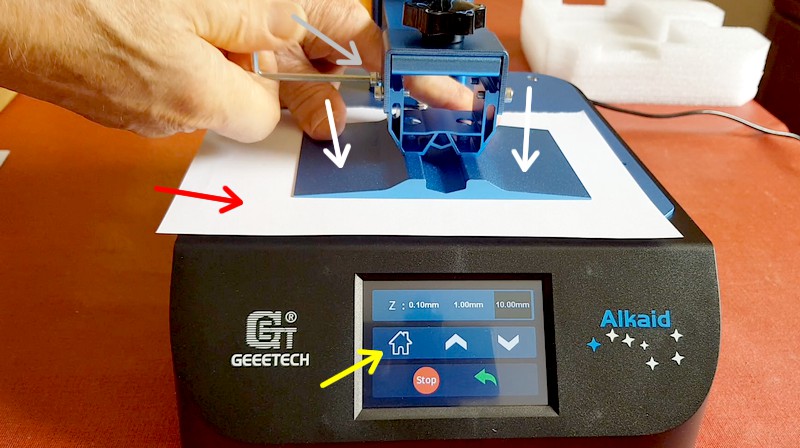
Sur la surface de l’écran, poser une feuille de papier 80g/m2 (flèche rouge) c’est du papier d’imprimante normal. Sur l’écran tactile appuyez sur la maison (Home) et le chariot vient se positionner en position de référence, sa position zéro ou home position. Appuyer sur la plaque (flèches blanches) pour qu’elle soit en contact avec le papier et bien à plat. Inutile d’appuyer de toutes vos forces, il suffit que la plaque soit en appui… Tout en maintenant la plaque en position, serrez les 4 vis avec la clé 6 pans fournie (flèche grise).
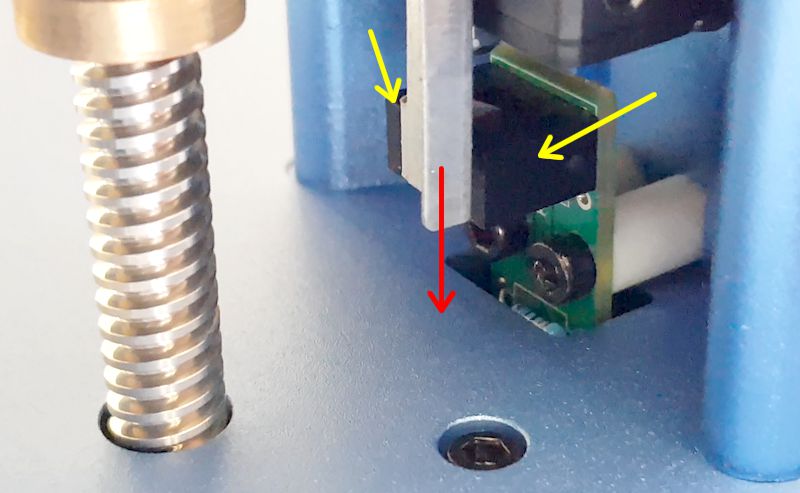
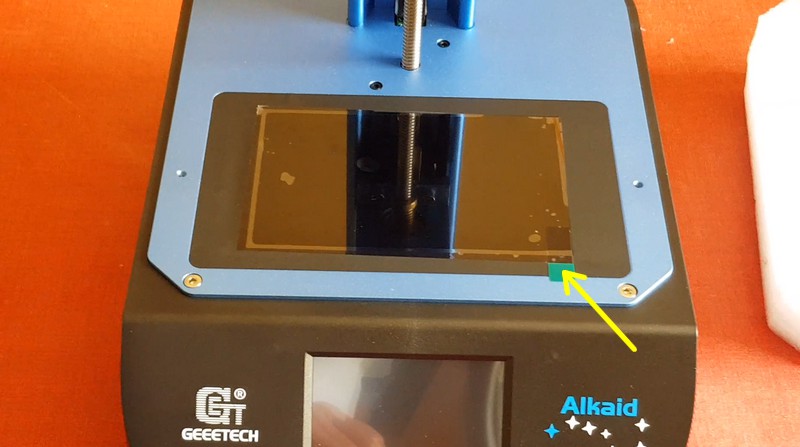
Sur cette photo on voit la vis qui fait descendre le chariot. Le faisceau infrarouge d’une fourchette optique (flèches jaunes) est coupé par une plaque solidaire du chariot. Quand le faisceau est coupé, cela matérialise la position zéro ou home position. C’est à partir de cette position qu’on va régler la plaque sur laquelle les objets vont se fixer.

On peut maintenant poser le bac à résine sur l’écran et le bloquer grâce aux deux vis moletées.

A la mise en route de la machine, l’écran affiche des boutons de commande, les termes sont très clairs et compréhensibles. on peut passer en français dans les options de langage. Le test d’exposition éclaire pendant un moment une partie de l’écran, ce qui permet de tester le fonctionnement. Le bouton clean (le pinceau) allume la totalité de l’écran pendant un temps que vous programmerez (c’est fonction de la résine utilisée). Cela durcit la couche de la résine au fond du bac. Il suffit de la retirer pour enlever les résidus de résine et les impuretés présentes au fond du bac.

J’utilise la méthode de PolyWorkshop qui consiste à plier un morceau de papier qu’on plaque au fond du bac de résine. On allume alors la lampe avec Clean pendant le temps nécessaire (fonction de la résine utilisée)
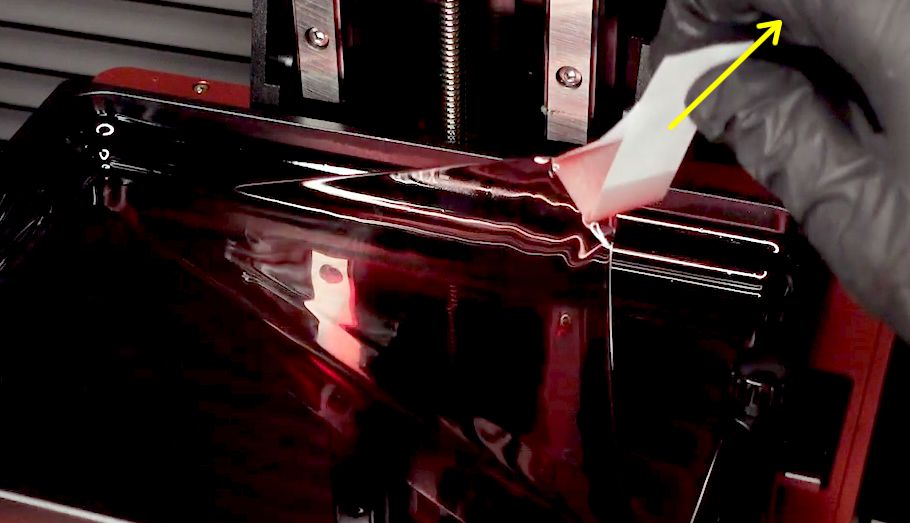 Il suffit ensuite de soulever doucement le papier qui emmène la couche de résine durcie ainsi que les impuretés qui se trouvent au fond du bac. Il faudra passer ce morceau de résine aux UV pour le neutraliser avant de le mettre à la poubelle. Le film FEP au fond du bac doit rester le plus intact possible. Ne pas le gratter, ne pas le rayer avec une spatule etc. Prévoyez d’en avoir d’avance et n’hésitez pas à changer le film s’il est abimé.
Il suffit ensuite de soulever doucement le papier qui emmène la couche de résine durcie ainsi que les impuretés qui se trouvent au fond du bac. Il faudra passer ce morceau de résine aux UV pour le neutraliser avant de le mettre à la poubelle. Le film FEP au fond du bac doit rester le plus intact possible. Ne pas le gratter, ne pas le rayer avec une spatule etc. Prévoyez d’en avoir d’avance et n’hésitez pas à changer le film s’il est abimé.
Impression d’un modèle

Le bouton Print affiche le contenu de la clé USB.

On parcourt la liste avec les boutons Haut/Bas. Une miniature des fichiers est affichée. Choisissez le fichier à imprimer.
 Une fois l’impression lancée, la plaque va venir se poser au fond du bac de résine et l’impression commence. Vous trouverez des images des premiers tests après les caractéristiques de la machine.
Une fois l’impression lancée, la plaque va venir se poser au fond du bac de résine et l’impression commence. Vous trouverez des images des premiers tests après les caractéristiques de la machine.
Caractéristiques
| Technologie d’impression : | Photopolymérisation LCD aux UV |
| Taille maxi de l’impression : | 82mm*130mm*190mm |
| Résolution XY : | 0,051 mm |
| Taille de l’écran LCD d’insolation : | 6,08 pouces |
| Résolution de l’écran LCD d’insolation : | 2560*1620 pixels (2K) |
| Précision de l’axe Z : | 0,001 mm |
| Épaisseur de la couche : | 0,01~0,2 mm |
| Vitesse d’impression : | Max 50mm/h |
| Puissance nominale de la lampe UV : | 45W |
| Résine : | Résine ultraviolette de longueur d’onde 405nm (eau ou alcool) |
| Logiciel de tranchage : | CHITUBOX |
| Type de fichier: | .ctb |
| Environnement de travail Température : | 10℃~35℃ |
| Environnement de travail Humidité : | 30%~70% |
| Écran tactile : | 3,5 pouces couleur |
| Dimensions de la machine : | 286x226x372 mm |
| Poids de la machine : | 4,2 Kg |
Les tests
Mes premiers tests ont utilisé deux modèles fournis sur la clé USB livrée avec la machine. Je commence à apprivoiser le logiciel CHITUBOX mais j’attends d’être un peu plus à l’aise avec les paramètres, les supports… avant de préparer mon propre modèle. J’ai choisi le lion et la tour Eiffel parmi les modèles proposés.
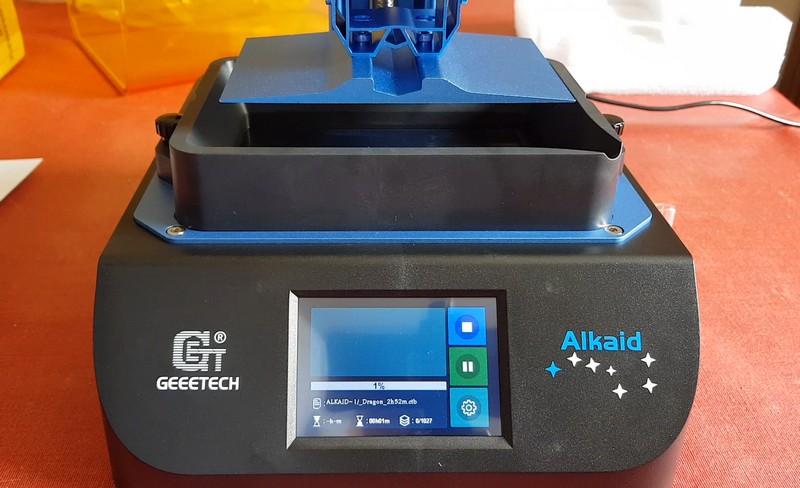
Le lion d’abord est sélectionné parmi les fichiers. La résine est dans le bac et la plaque support vient se mettre en contact avec le fond du bac.
On voit que la durée prévue frôle les 4 heures. Contrairement aux prévisions de Cura pour une imprimante à filament (FDM) où on peut allègrement rajouter 10 à 20% du temps, ici la prévision semble plus précise, ce qui est certainement lié à la méthode d’impression par couche, bien plus régulière.
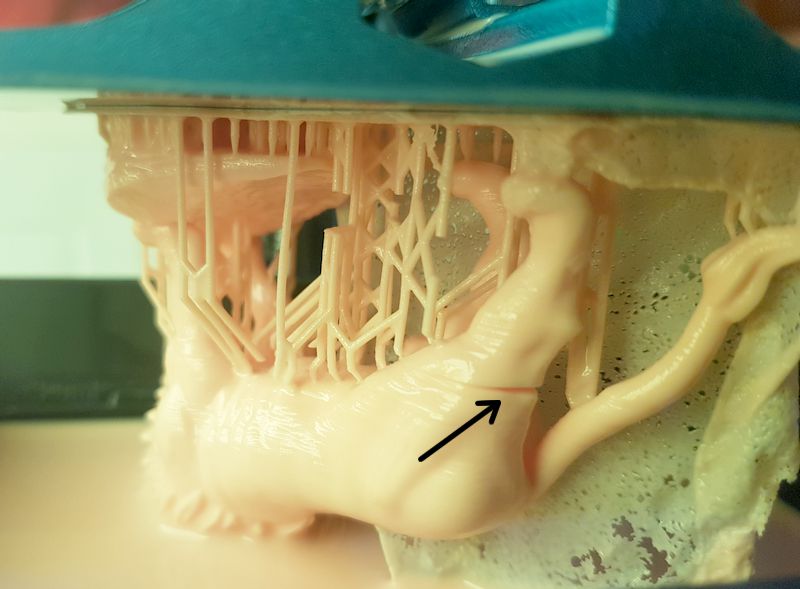
J’avoue que cette impression résine étant ma première en résine, j’ai pas mal enlevé le capot, remis le capot, fait des photos etc. La fissure qui est apparue sur la patte du lion est peut être liée à cette activité intense (??)


Par contre le reste de l’impression semble de bonne qualité. Pour cette première j’ai pris le fichier fourni, donc les paramètres sont par défaut. Comme pour les imprimantes à filament il faudra ajuster tout ça en fonction des résultats (fissures, présence de lignes etc.). Ici le lion est terminé, je l’ai laissé égoutter un moment


Le lion est fixé à l’envers sur la plaque. cela est dû à la méthode d’impression qui durcit la couche de résine présente au fond du bac. L’imprimante travaille « à l’envers » par rapport à ce qu’on connait en FDM. La figurine se détache facilement avec une spatule en plastique. Elle va passer au rinçage dans un bac pour récupérer la résine et la faire durcir avant de rejeter l’eau du bac.


La résine restant dans le bac est susceptible de contenir des petits morceaux de résine (un point sur l’écran peut faire durcir un grain de résine non rattaché à la figurine). Il faut absolument éliminer ces morceaux de résine car ils pourraient détériorer la qualité des prochaines impressions. On filtre donc la résine avec un microfiltre (flèche jaune) pour enlever les particules résiduelles.

Pour polymériser complètement la résine, il faut passer la figurine dans une boîte à UV qui va terminer la polymérisation. Là aussi des essais s’imposent car la durée est importante. Pas assez de polymérisation et l’objet ne sera pas assez dur, trop de polymérisation peut par contre provoquer des craquelures… Il faut tester en fonction de l’objet et de la boîte utilisée.

La lumière UV (et bleue) baigne la boîte, les parois blanches participent à la diffusion des UV

A travers les parois translucides, on voit l’objet tourner
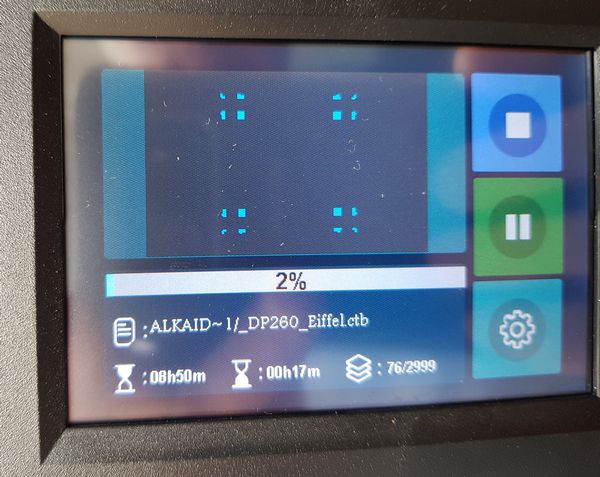
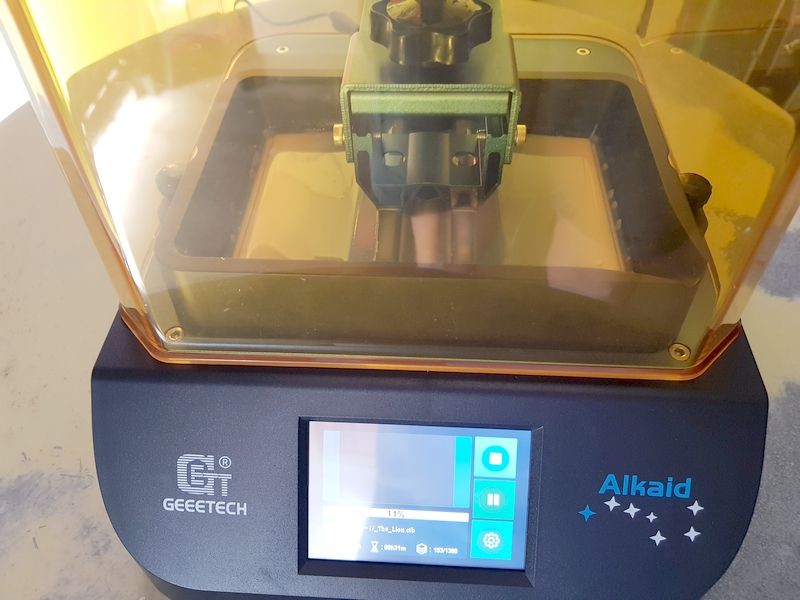
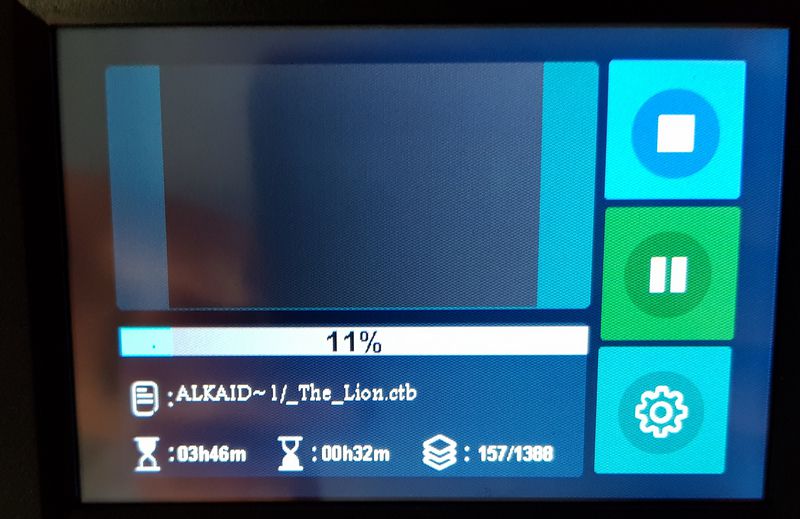
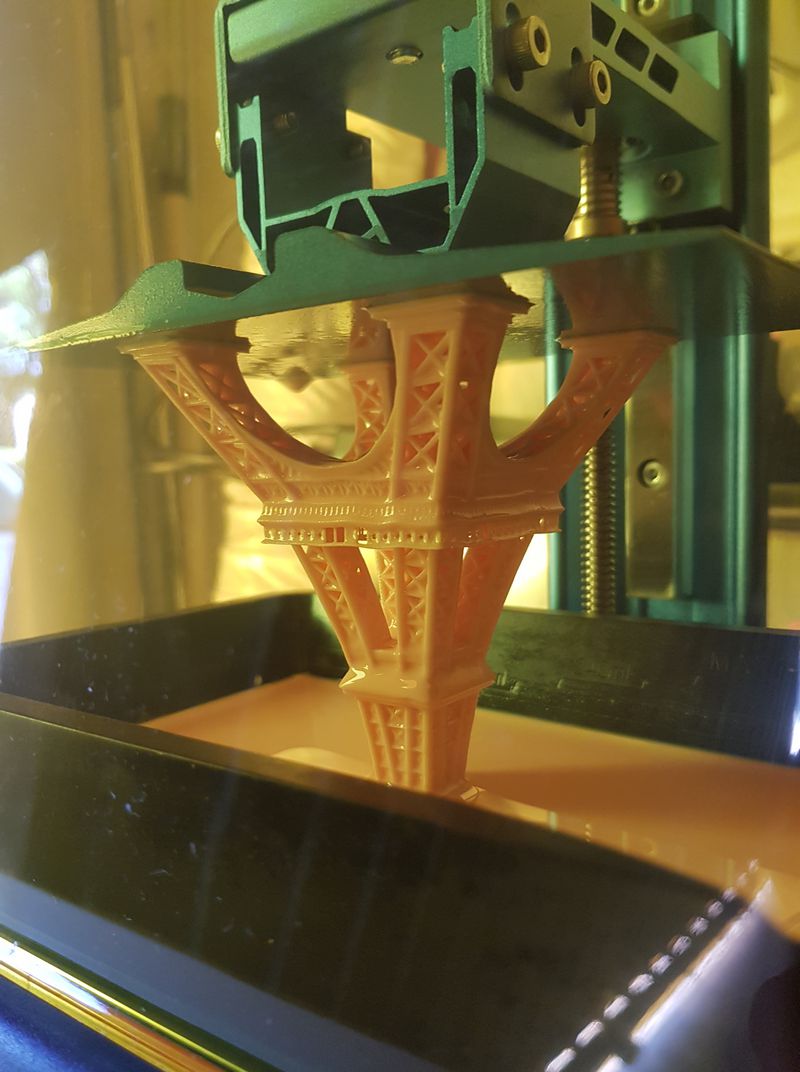
Deuxième test avec la Tour Eiffel fournie par Geeetech sur la clé USB. L’écran affiche les points qui sont illuminés en UV dans la résine et vont donc durcie. Ici on visualise une couche des piliers.
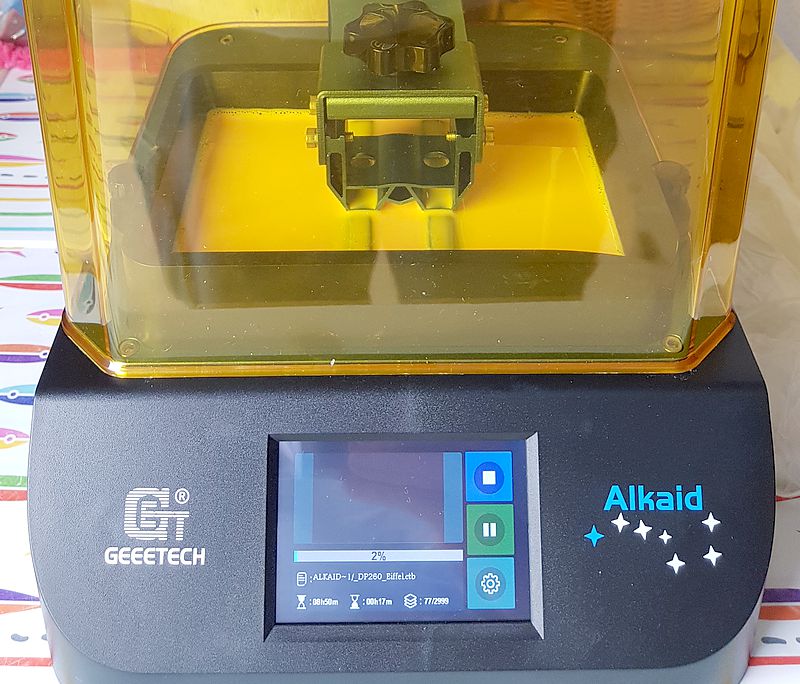
Au début de l’impression on ne voit pas grand chose, la plaque fait ses aller-retours dans la résine. On est parti pour 9 heures d’impression.
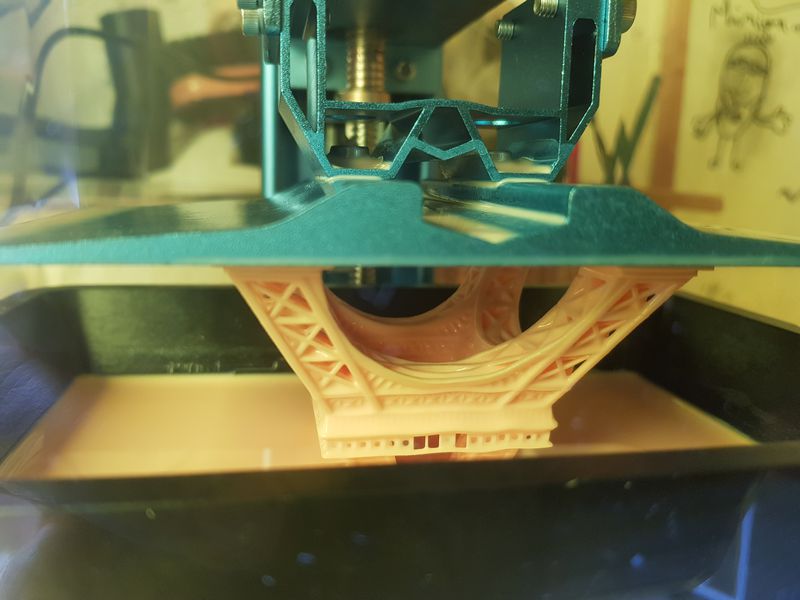
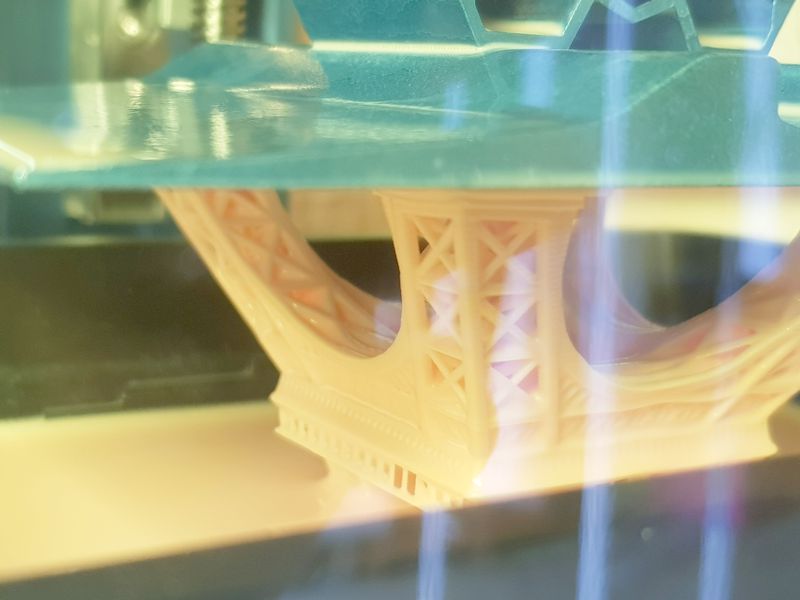
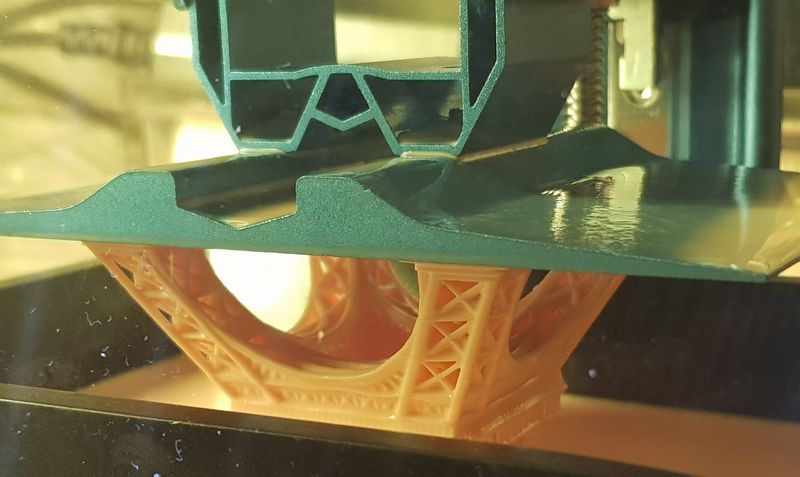
Plus tard on commence à voir le rendu
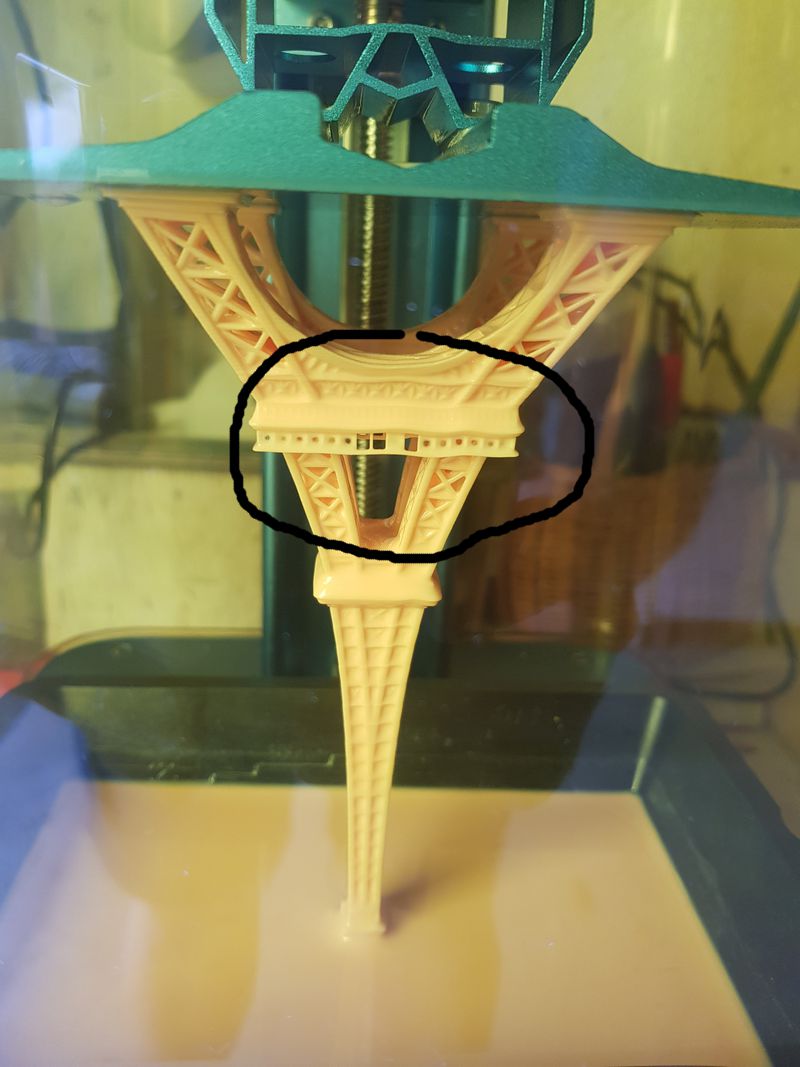
Il y a quelques déformations qui me semblent correspondre à une déformation de mon film FEP au fond du bac. J’y suis allé un peu à la sauvage au début. J’attends des FEP de rechange et de la résine d’autres couleurs. Ce seront mes prochains devoirs de vacances 😉






Mais globalement pour un premier et un deuxième essai, je suis assez satisfait du résultat. J’ai gardé la config proposée par Geeetech sans la modifier. Il y a encore de la marge de progression ! Allez hop, on met la Tour Eiffel dans la boîte à lumière…
Maintenance de la machine
En fait tout se situe dans le châssis de la machine. Il faut démonter le fond pour accéder aux différentes parties. Tout se change et tout est dispo dans la boutique Geeetech

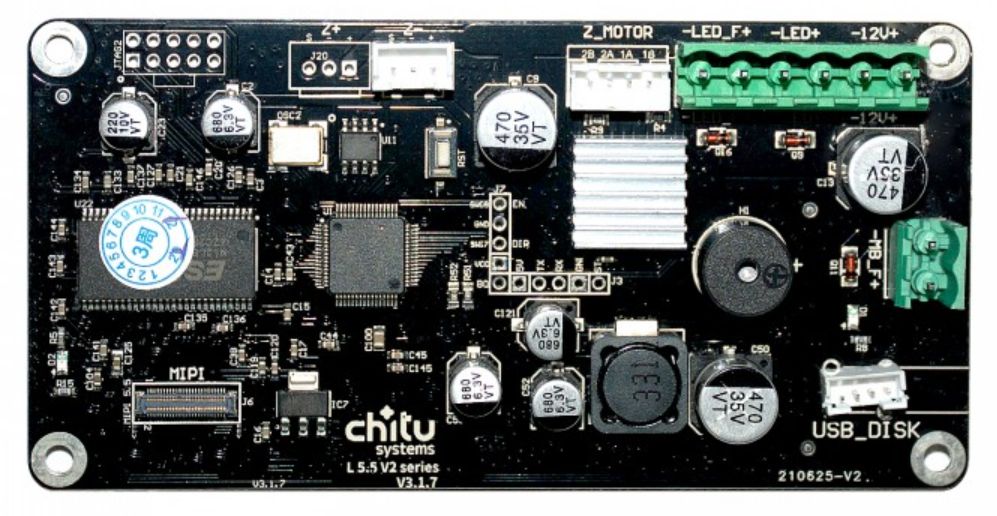
La carte mère est d’origine Chitu, la marque qui développe le slicer pour ces imprimantes LCD.
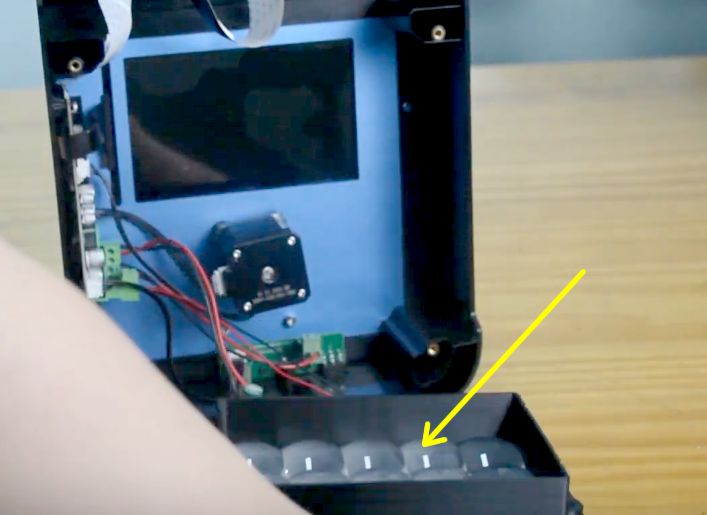
Ici les 15 LEDs UV montées sur le châssis qui sert de dissipateur. On distingue les lentilles qui diffusent les UV pour assurer une bonne répartition sur l’écran LCD et la résine.
Modification de la configuration
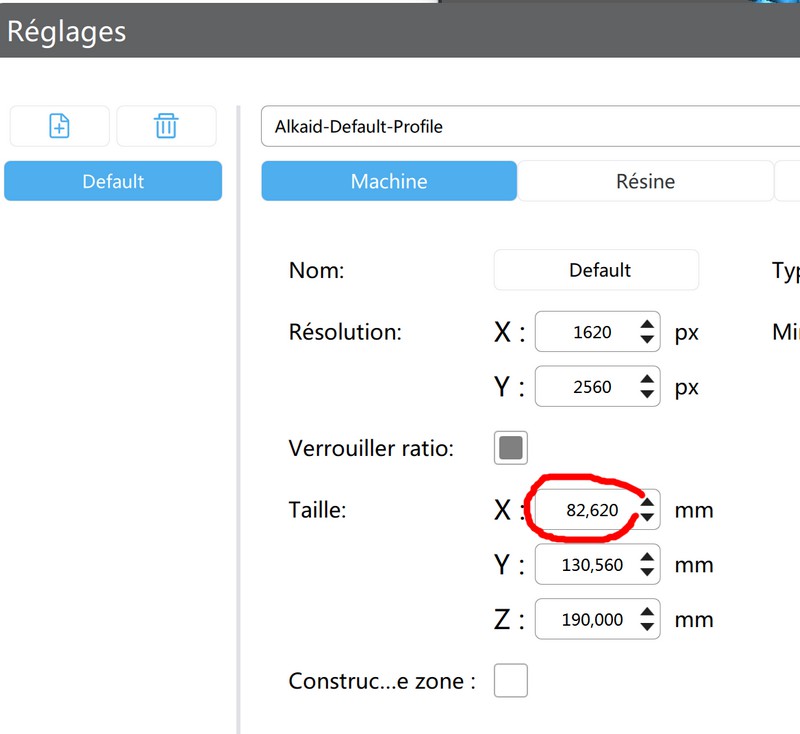
Juste une remarque : le fichier cfg fourni par Geeetech sur la clé USB, pour configurer Chitubox contient des dimensions erronées. Il fixe la taille X à 82,56 mm et vous devez la changer en 82,62 mm sinon l’impression ne sera pas correcte et présentera une légère déformation par rapport aux dimensions du modèle. (source ici)
Vidéos
Vidéo framboise314
Vidéos Geeetech
Nettoyer le bac à résine
Comment nettoyer son bac à résine en préservant le film FPE qui est au fond du bac. Une explication très claire.
Conclusion
Pour une première expérience avec la résine, je suis assez impressionné. Vu son prix raisonnable (moins de 100€) cette imprimante donne accès à une résolution intéressante pour la réalisation de figurines. Dès que j’aurai reçu mes FEP de rechange je reprendrai des essais en faisant varier les différents paramètres.
J’estime que les premiers résultats sont déjà surprenants et intéressants. Certains lecteurs m’ont déjà donné des conseils pour progresser via les réseaux sociaux et je les en remercie. Merci aussi à Stéphane (enseignant la fabrication additive à l’AFPA) pour ses précieuses remarques sur le côté environnemental de ce type d’impression, en particulier pour l’élimination de la résine.
Vous pouvez acheter cette imprimante pour 92,92€ (le prix peut varier légèrement) directement sur le site de Geeetech.

La résine standard (à l’alcool) est disponible en plusieurs couleurs (gris, blanc, noir, chair) dans la boutique Geeetech sur Amazon. (lien affilié)

La résine à l’eau que j’ai utilisée pour cet article est également disponible dans la boutique Amazon de Geeetech. Les flacons de 500 ml en gris et noir coûtent 17,99 € et le flacon blanc coûte 27,99 € (je ne sais pas pourquoi le blanc coûte plus cher…).
Sources
https://www.chitubox.com/en/download/chitubox-free
https://forum.makerforums.info/t/my-new-alkaid-lcd-light-curing-resin-3d-printer/86234
Modifier la config de la taille de l’écran : https://forum.makerforums.info/t/my-new-alkaid-lcd-light-curing-resin-3d-printer/86234/11
Page de Downloads Alkaid : https://www.geeetech.com/download.html?download_id=64
Ping : Imprimante 3D résine Geeetech Alkaid pour 93€
Merci François pour cet article passionnant !
Je trouve les temps d’impression super lent.. C’est normal, il n’y a pas moyen d’accélérer le process?
Du coup pas de sieste avec ces engins! 😄
Bonjour Sophie
merci pour le retour
alors oui c’est long avec cette résine l’exposition dure 2 secondes par « étage » comme les étages sont hyper fins… il faut le temps
je pourrais accélérer en diminuant le temps d’exposition et en diminuant les temps de remontée et descente de la plaque. Mais j’ai utilisé ce qui était préconisé.
Diminuer le temps d’exposition diminue la polymérisation et on peut avoir des fragilités, des décollements ou des fissures…
Après on a des imprimantes résine plus récentes avec un éclairage UV plus puissant qui permet de réduire le temps d’exposition.
cdt
francois
Ping : Imprimante 3D Résine Geeetech Alkaid -