


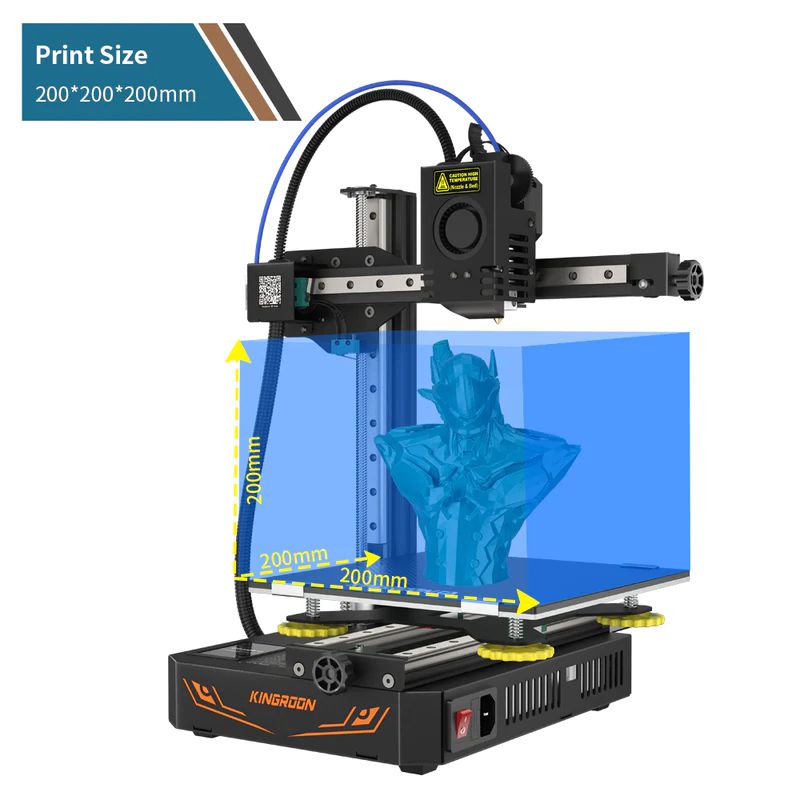
Les imprimantes 3D se démocratisent depuis plusieurs années. On trouve des modèles de plus en plus sophistiqués (mais aussi plus chers). certains fabricants visent un public de débutants qui ne souhaite pas investir des sommes importantes, tout en acquérant une machine de qualité convenable. C’est le cas de Kingroon avec cette imprimante 3D cantilever KP3S PRO S1, équipée de rails linéaires sur les 3 axes et d’un plateau chauffant. Elle permet d’imprimer des objets jusque 200x200x200mm avec une qualité tout à fait correcte, pour moins de 200 euros. Vous la trouvez à 169$ actuellement avec le code code:VIPCG.
Au sommaire :
- 1 Imprimante 3D cantilever Kingroon KP3S Pro S1
- 1.1 Caractéristiques générales de l’imprimante 3D KP3S Pro S1
- 1.2 Caractéristiques techniques de l’imprimante 3D KP3S Pro S1
- 1.3 Déballage de l’imprimante 3D KP3S Pro S1
- 1.4 Montage de l’imprimante 3D KP3S Pro S1
- 1.5 Premiers tests de l’imprimante 3D KP3S Pro S1
- 1.6 Notice
- 1.7 Résultats
- 1.8 Configurer CURA pour la Kingroon KP3S Pro S1
- 1.9 Gcode de la purge de la tête d’impression
- 2 Edit du 2 septembre 2023
- 3 Conclusion
- 4 Sources
Imprimante 3D cantilever Kingroon KP3S Pro S1
Caractéristiques générales de l’imprimante 3D KP3S Pro S1

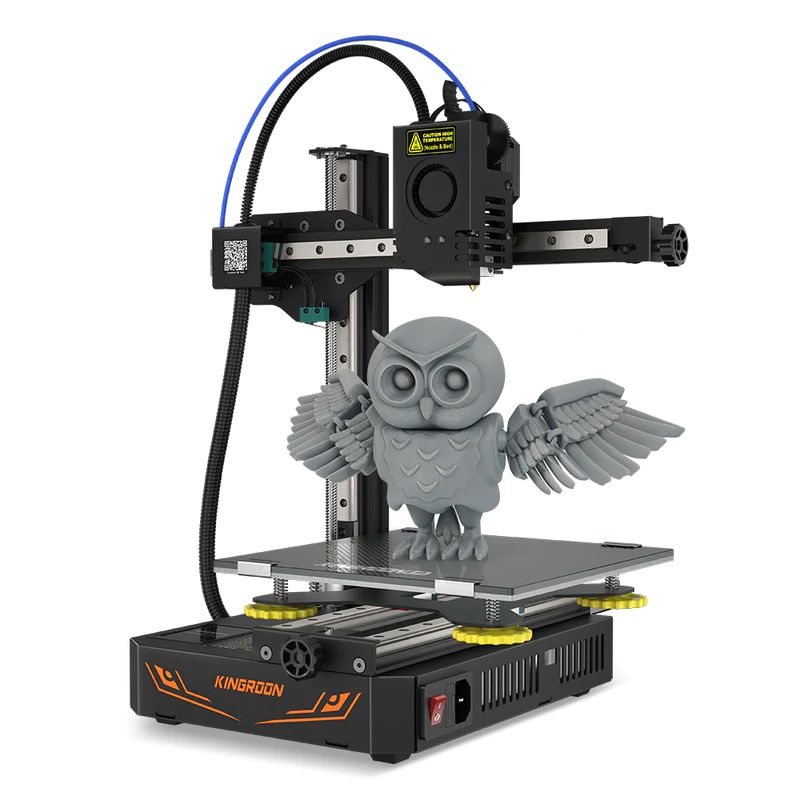
La Kingroon KP3S Pro S1 est une imprimante 3D de type cantilever, équipée de rails de guidage linéaires sur les axes X, Y et Z afin d’améliorer la stabilité et la précision de la tête d’impression pour une meilleure qualité d’impression.

Basée sur une extrudeuse Titan à entraînement direct (direct drive) avec un rapport de 3:1, la Kingroon KP3S Pro S1 est capable d’imprimer différents matériaux d’impression 3D, comme le PLA couramment utilisé, ou les matériaux flexibles comme le TPU et le PETG.3.
Avec des pilotes pas à pas TMC2225, tous les moteurs de la KP3S Pro S1 fonctionnent silencieusement. Avec son alimentation à découpage et un écran tactile intégrés, la KP3S Pro S1 a un encombrement réduit par rapport à des modèles concurrents avec une alimentation extérieure et un écran en déport par rapport au châssis.
Caractéristiques techniques de l’imprimante 3D KP3S Pro S1
Technologie FDM (filament) PLA TPU PETG
Volume d’impression 200*200*200mm
Taille de la machine 320*325*360mm
Poids net 6kg
Impression via USB et carte µSD
Consommation maxi de la machine 200W
Tension d’entrée 110V-220V
Alimentation 24V 12.5A 300W
Système d’alimentation extrudeur entièrement métallique
Précision d’impression 0.05 à 0.3mm
Température maximale de la buse ≤260 C
Température maximale du plateau chauffant ≤100 C
Vitesse de déplacement maximale ≤500mm/S
Vitesse d’impression maximale ≤500mm/S
Vitesse d’impression recommandée 200mm-350mm/S
Format de fichier STL/Obj/Gcode
Détection de fin de filament
Vis hélicoïdale sur l’axe Z
Tendeurs de courroie sur X et Y
Reprise d’impression après coupure pas prise en charge
Système requis Windows/MAC/Linux
Diamètre de la buse 0,4 mm
Déballage de l’imprimante 3D KP3S Pro S1

PAs de surprise au niveau de l’emballage, c’est du costaud. Vous verrez mieux dans la vidéo, mais on a une couverture en mousse semi rigide imposante et rien n’a souffert du voyage. On se retrouve avec une imprimante quasiment montées puisqu’il n’y a que 2 parties à assembler :
- le châssis avec le plateau chauffant (axe Y d’avant en arrière), l’alimentation, la carte mère et l’écran
- la potence avec l’axe des X (de gauche à droite) et l’axe des Z (de haut en bas)

Sur la gauche de la caisse, la boîte en carton contient les accessoires, câbles, bowden (tube pour passer le filament), clés plates et clés 6 pans, pince coupantes, visserie, carte SD et adaptateur USB…

Pour la liaison USB on reste sur du classique USB A / USB B comme sur les anciens Arduino ou les imprimantes.

Kingroon fournit généreusement ( 😆 ) une dizaine de mètres de PLA, juste de quoi tester l’imprimante. Si vous avez des trucs à imprimer pensez à approvisionner du PLA. Par expérience, ne lésinez pas sur la qualité du PLA. A mes débuts en impression 3D j’ai acheté du PLA pas cher avec des résultats de m… Je me disais puisque j’apprends je vais bousiller du PLA autant prendre du pas cher. Sauf que quand tu bousilles presque TOUTES tes impression à cause de la qualité du PLA… bin après t’en achète du bon (mais plus cher !).


L’imprimante ne comporte donc que 2 parties. Le châssis est assez lourd. Si vous pouvez vous faire aider ce sera mieux. Je m’en suis vu pour le sortir tout en maintenant la potence de la main gauche.

Le plateau est immobilisé par un film alimentaire. Il faudra retirer le film mais attention, il y a aussi un film de protection sur le plateau.

Enlevez les clips métalliques et pelez le film pour mettre le plateau à nu. C’est plus simple si vous enlevez le plateau.
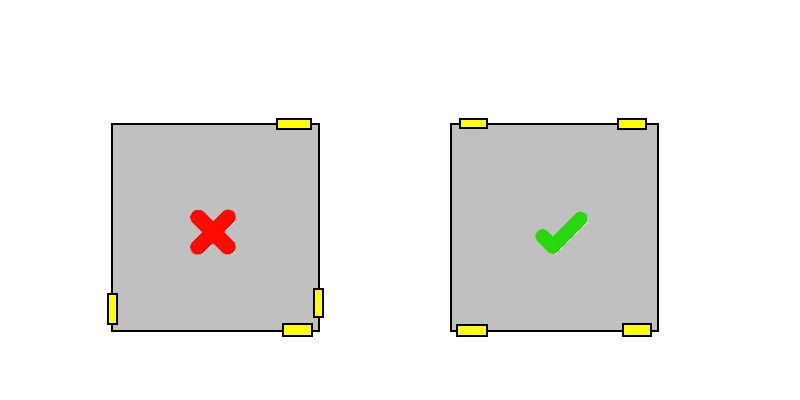
Positionnement des clips sur le plateau
Remettez le plateau en place sur la plaque chauffante et bloquez le avec les clips. Sur l’imprimante que j’ai reçue, les clips étaient disposés comme sur l’image de gauche. Positionnez les comme sur l’image de droite.

Dans la caisse il reste un tube blanc qui contient et protège la vis de l’axe Z.
 Vous trouverez également un support de bobine qui se posera à côté de l’imprimante et permettra à la bobine de tourner librement.
Vous trouverez également un support de bobine qui se posera à côté de l’imprimante et permettra à la bobine de tourner librement.
Montage de l’imprimante 3D KP3S Pro S1
Fixation de la potence
Le montage se résume à la fixation de la potence sur le châssis et au montage de la vis hélicoïdale de l’axe Z, tout le reste est déjà fixé et câblé.

6 vis sont livrées, il suffit de 2 vis de chaque modèle pour assembler la potence. On a du rab !
Présentez la potence et insérez la verticalement dans le trou situé à proximité du moteur de l’axe Z. Faites la descendre jusqu’à la plaque inférieure du châssis.
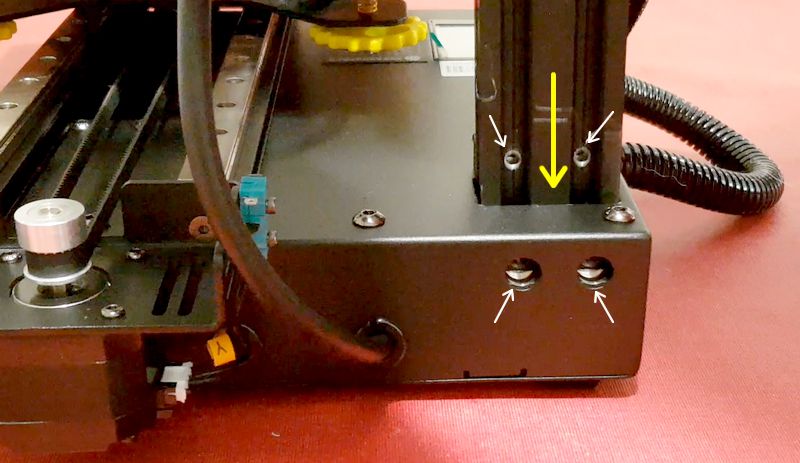
La flèche jaune indique le positionnement de la potence. Sur la potence deux trous filetés recevront deux longues vis de 5 mm que vous introduirez dans les deux trous du châssis sur la face arrière du coffret.

Serrez les vis (pas à fond, laissez un peu de jeu pour le moment car il y a encore 2 vis à mettre sous le châssis pour finaliser la fixation de la potence.
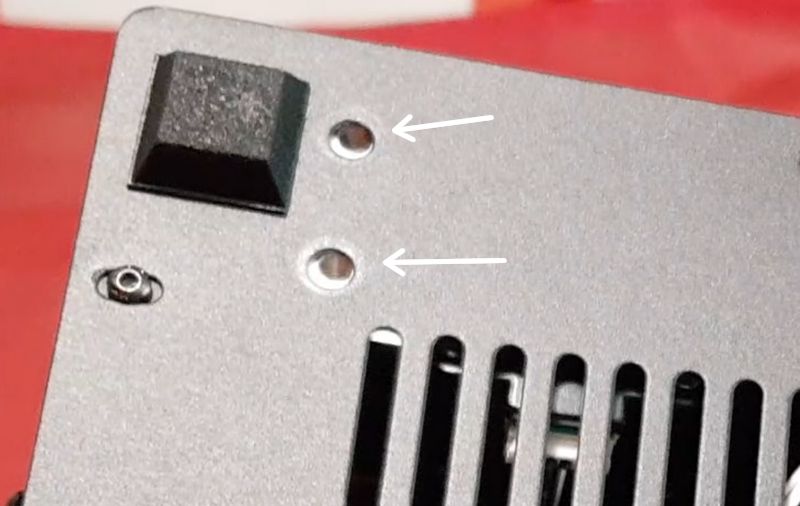
Voilà pourquoi je vous disais de ne pas serrer les vis précédentes à fond. Sur mon imprimante, les trous de fixation de la potence sont affleurants avec les trous du châssis. Il y a bien longtemps que je n’avais pas rencontré ce genre de défaut. Ici ça se corrige en forçant un peu à l’entrée de la vis. Au pire on sort la lime ou la Dremel et on ajuste …

Une fois les 2 vis en place serrez les puis revenez serrer les é vis précédentes, sur la face arrière du châssis. Pendant que vous y êtes, faites une vérification du serrage de toutes les vis accessibles. Il arrive que certaines vis ne soient pas fermement serrées d’origine ou se desserrent lors du transport.
Mise en place de la vis de l’axe Z

Sortez la vis hélicoïdale de son étui de protection. Elle est légèrement grasse, ne soyez pas étonné(e). Vérifiez qu’il n’y a pas de « saletés » dans le pas de la vis, au besoin nettoyez la.
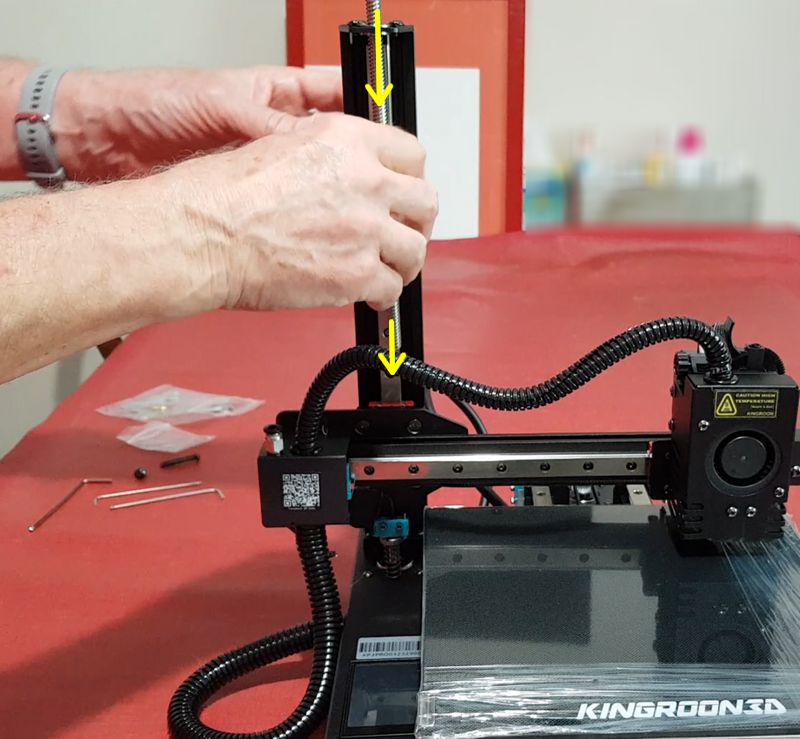
Introduisez la vis par le haut. Il est normal que le roulement en haut de la potence soit monté « flottant », ne cherchez surtout pas à le bloquer ! Cela est simplement une protection contre le WOBBLE (voir cet excellent article de bentek.fr à ce sujet) dû aux contraintes apportées par une vis qui ne serait pas parfaitement rectiligne. Le fait d’avoir des entrainements flottants permet de ne transmettre que la force de translation verticale, en minimisant les déplacements latéraux.
Soulevez le chariot portant la tête et vissez la vis dans l’écrou sur la partie supérieure du chariot. Ici encore, l’écrou est flottant. Ne serrez surtout pas les vis pour le bloquer 😀
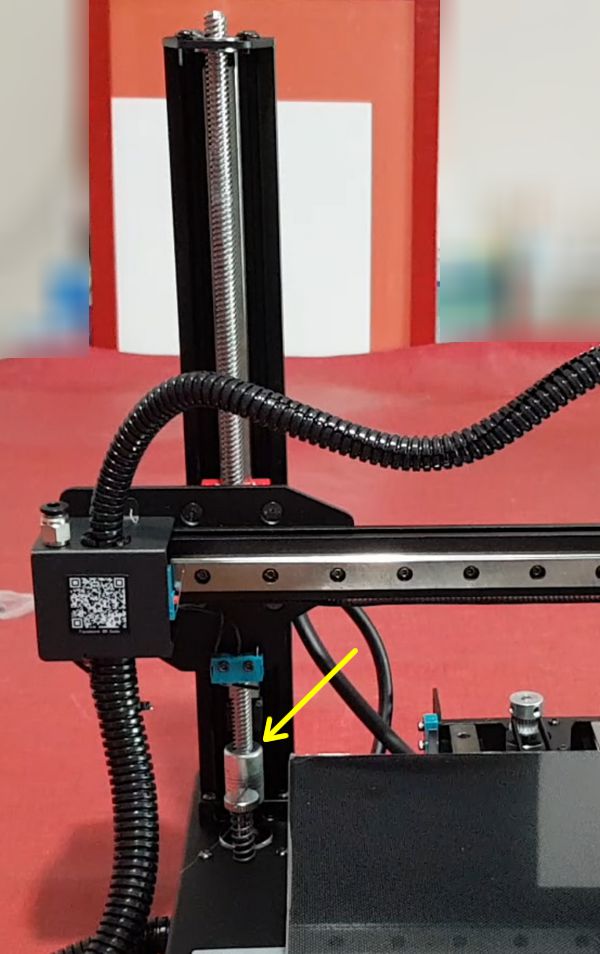
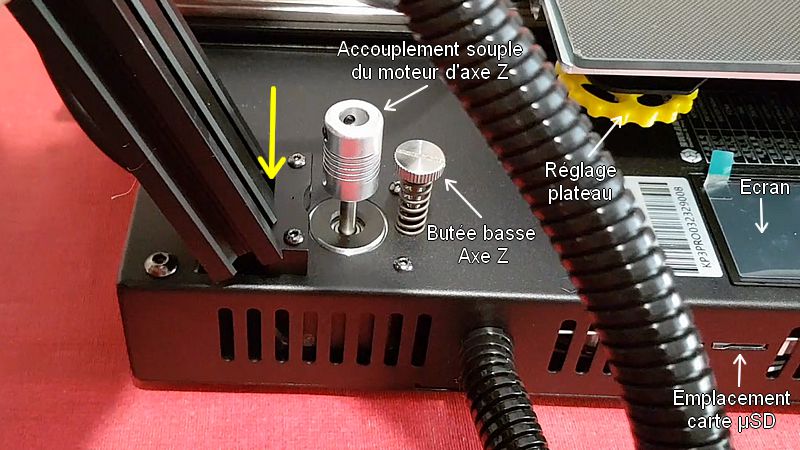
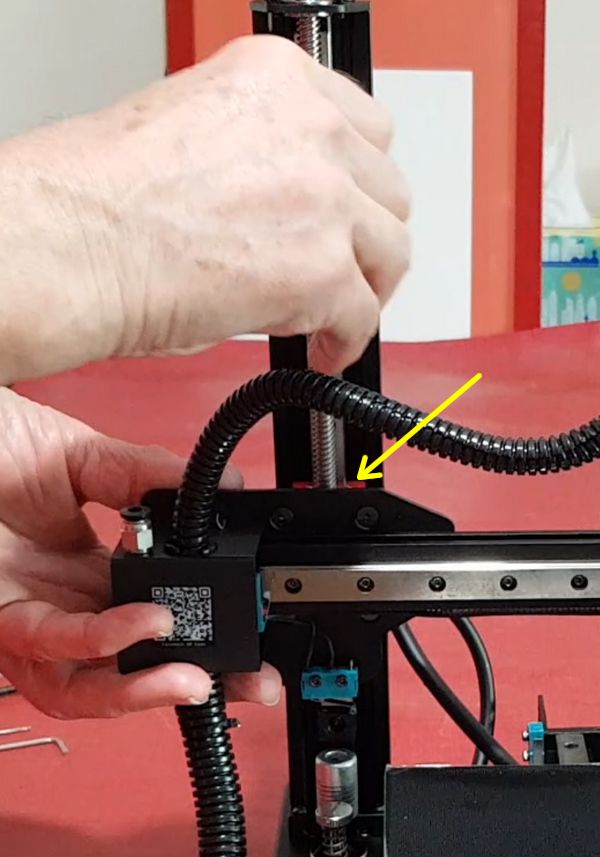
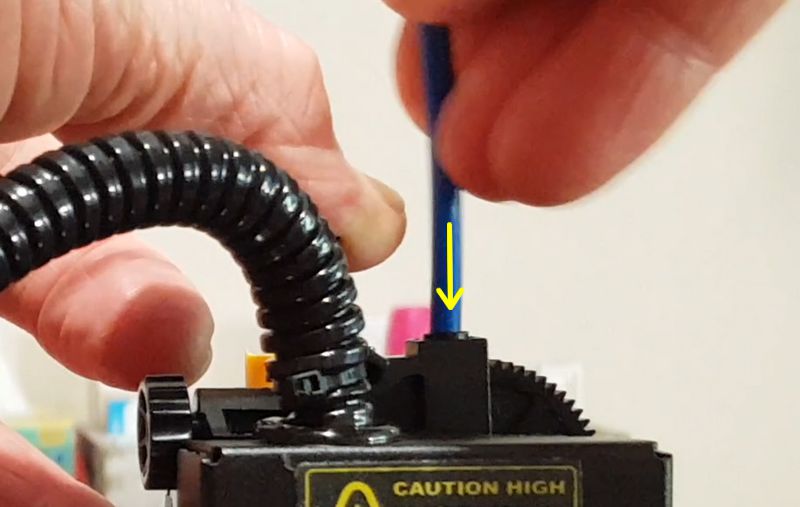
Enfin introduisez la vis dans le coupleur élastique qui est déjà fixé sur le moteur pas à pas de l’axe Z. Les deux vis du bas doivent déjà être serrées sur le moteur pas à pas.

Vérifiez quand même le serrage des deux vis inférieures (flèche jaune), s’il y a un peu de jeu à ce niveau vous aurez des perturbations sur l’entraînement vertical du chariot.
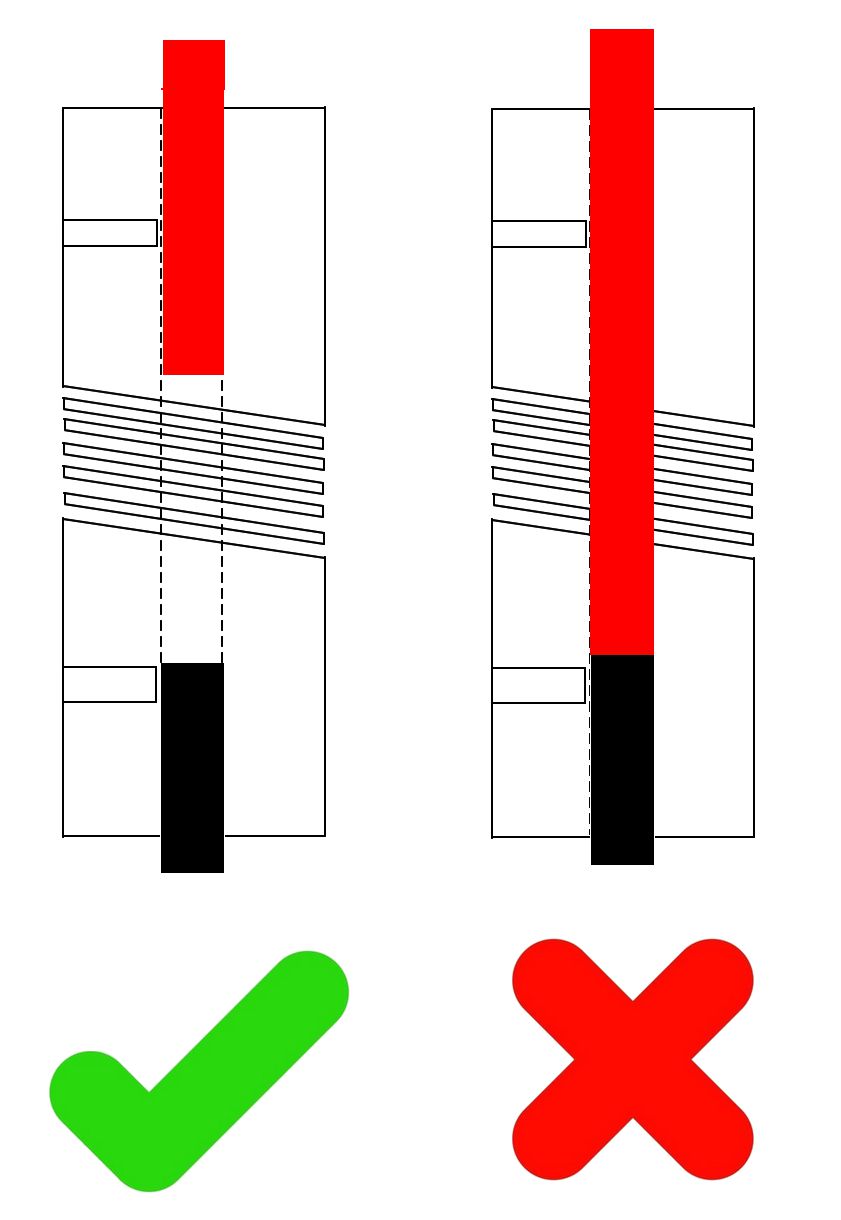
Pour le serrage de la vis hélicoïdale, veillez à respecter le schéma ci-dessus. Le coupleur à lamelles est destiné à compenser un mauvais alignement entre le moteur et la vis. Il ne peut jouer son rôle que si les lamelles sont libres de se déformer. Si vous insérez la vis (en rouge) à fond (dessin de droite) et qu’elle vient en butée sur l’axe du moteur pas à pas (en noir), le coupleur élastique… n’est plus élastique et vous récupérez toutes les contraintes dues à un mauvais alignement. Cela va provoquer vibrations, déformation, usure… Pas très bon pour une imprimante 3D.
Par contre, si vous laissez « vivre » les lamelles en serrant la vis suffisamment haut, le coupleur élastique joue son rôle et absorbe les déformations et les mauvais alignements. Il protège aussi les roulements du moteur pas à pas de l’axe Z et allonge sa durée de vie. Certains conseillent même de laisser libre la vis et de ne pas prévoir de roulement en haut de la potence, pour ne pas rajouter de contrainte… A vous de choisir !
Vous verrez sur la vidéo qu’après serrage de toutes les vis du coupleur (il y en a 4 réparties sur la circonférence), si on appuie sur la vis on voit bien les lamelles se déformer, signe qu’elles ne sont pas bloquées. Faites tourner la vis pour déplacer le chariot. Il ne doit pas y avoir de point dur.
Premiers tests de l’imprimante 3D KP3S Pro S1
Mise en route

Vérifiez que le commutateur de l’alimentation à découpage (sur le côté droit de l’imprimante) est bien positionné sur 230v.

Connectez le câble secteur et mettez sous tension. Si tout va bien l’écran s’allume et l’imprimante s’initialise.

Voua allez maintenant pouvoir régler le niveau de la buse par rapport au plateau (Levelling), mettre tous les axes à zéro (Home), déplacer les axes (Move), préchauffer l’imprimante (Preheat)…
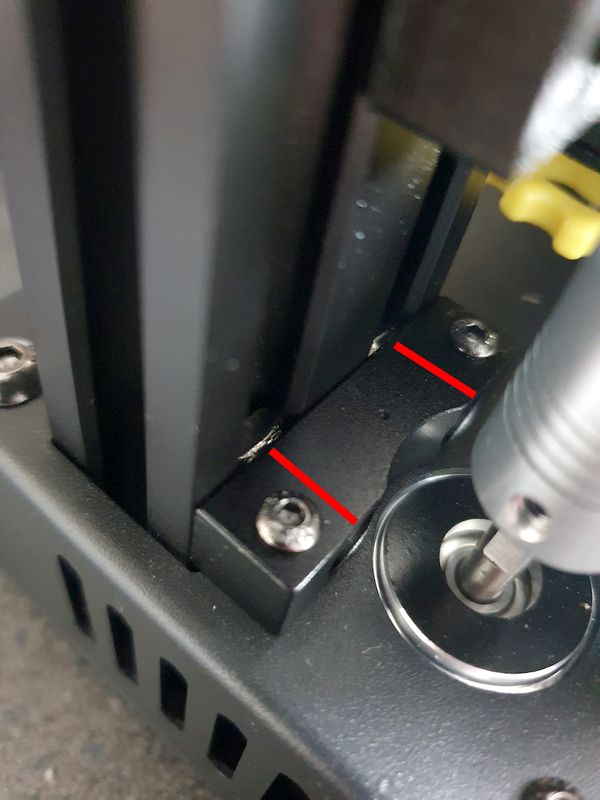
Réglage de hauteur de la buse sur le plateau
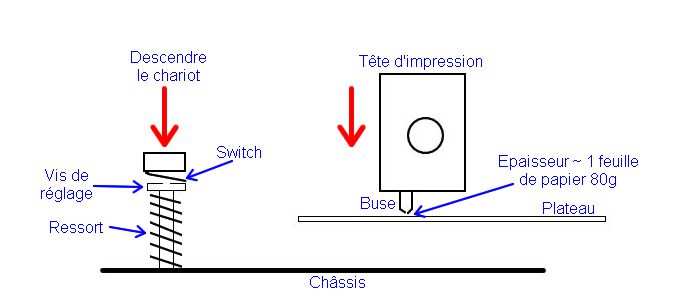
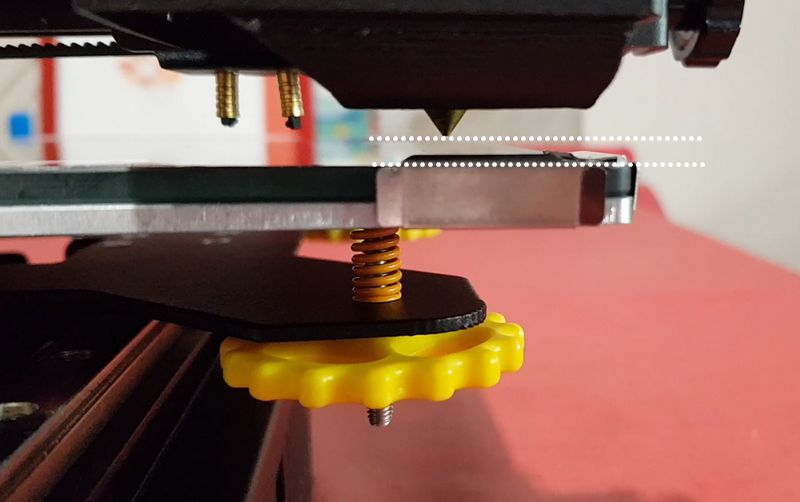
Le réglage de hauteur de la buse par rapport au plateau se fait avec une vis, maintenue en position par un ressort. Lorsque la barre qui porte la tête d’impression descend, un switch vient en contact avec la tête de la vis. C’est ainsi que l’imprimante détecte la position de l’axe Z. La tête d’impression est montée sur le chariot et les deux se déplacent en même temps (les flèches rouges).
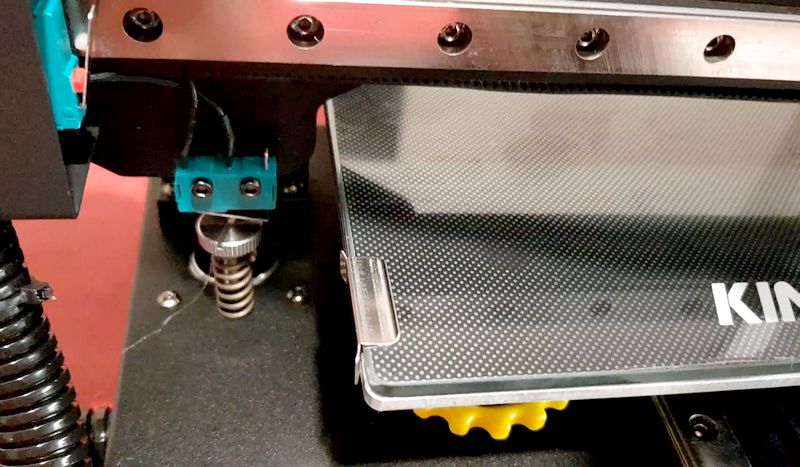
Sur cette photo vous voyez le switch dont la lamelle est prête à entrer en contact avec le haut de la vis. Pour commencer, je vous conseille de dévisser la vis (remonter la tête de vis) pour que la tête d’impression ne descende pas trop bas et que la buse ne vienne pas cogner sur le plateau (et risquer de l’abîmer). Deuxième chose, sous le plateau il y a 4 molettes (elles sont jaunes sur mon imprimante qui servent à régler la hauteur du plateau. Elles aussi sont assistées par des ressorts qui sont censés rattraper le jeu et pousser le plateau. Vérifiez qu’elles soient à peu près au milieu (pas trop relâchées, pas trop resserrées) et que le plateau est à peu près horizontal par rapport au châssis, sinon vous risquez de le rayer lors du nivellement.
Faites un home, l’imprimante s’initialise et le switch de l’axe Z va venir se déclencher sur la vis que vous avez desserrée. Mettez vous au niveau du plateau et regardez : entre la pointe de la buse et le plateau il y a deux ou trois mm. Vissez la vis chromée sous le switch Z d’à peu près autant de mm mais un peu moins. Refaites un Home de Z. Revérifiez la hauteur. Maintenant allez y par toute petite retouche, jusqu’à ce que la buse soit juste un peu au dessus du plateau. Déplacez LENTEMENT le plateau à la main pour vérifier que l buse ne va pas le rayer. Faites les 4 coins. Si ça frotte arrêtez tout de suite et baissez un peu le plateau.
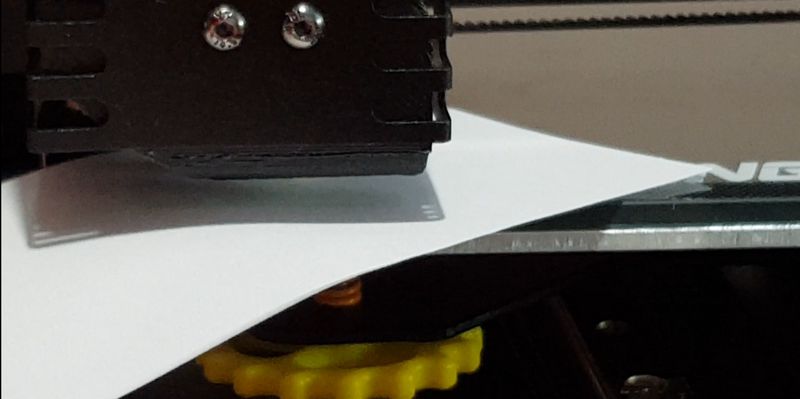
Passez à l’étape Levelling. Le menu permet d’envoyer la buse aux 4 coins du plateau et au centre. Armez vous d’une feuille de papier 80g (et de patience). Il faut régler la hauteur de chaque coin puis du centre pour que la feuille passe entre le plateau et la buse avec un frottement gras. Il faudra refaire plusieurs fois le réglage car quand vous modifiez une molette, cela agit sur la hauteur du plateau un peu partout. Patience donc…
Mise en place du filament
Commencez obligatoirement par mettre l’imprimante en préchauffage pour le PLA. Si la buse n’est pas à température elle ne pourra pas faire fondre le filament. Le moteur de l’extrudeur ne tournera pas et vous ne pourrez pas non plus pousser manuellement le filament dans la buse.

Coupez le filament à 45° pour faciliter son cheminement dans les différentes parties qu’il va traverser.
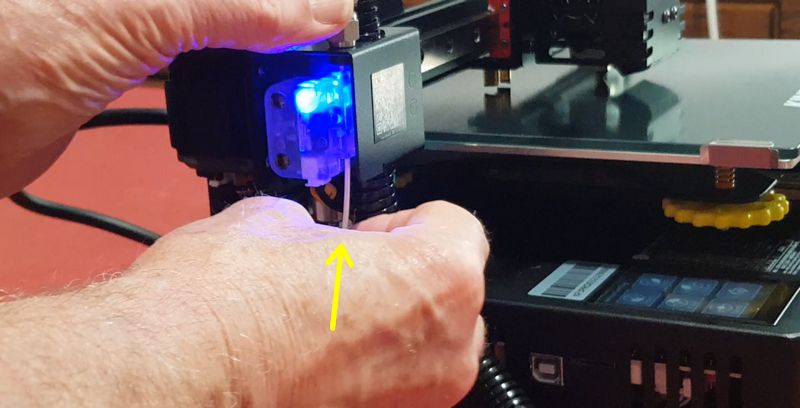
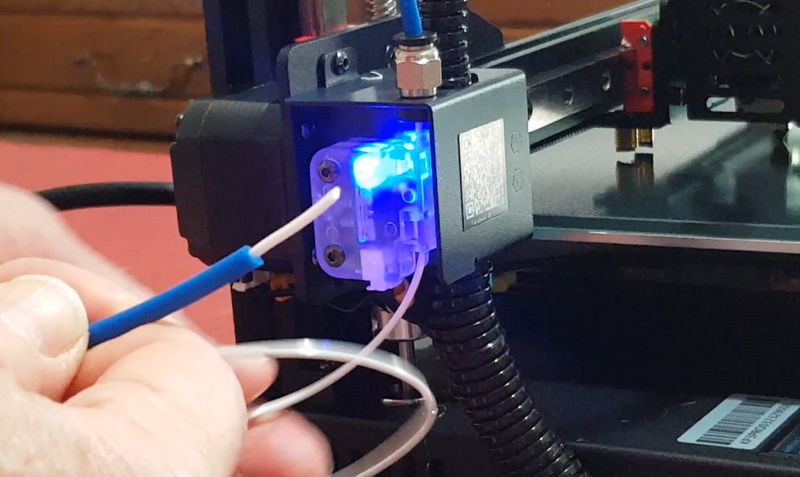
Introduisez le filament par le dessous dans le détecteur de filament. Le rôle de ce capteur est d’arrêter l’impression en l’absence de filament (casse, fin de bobine). Lorsque le filament est détecté, une LED bleue s’allume.
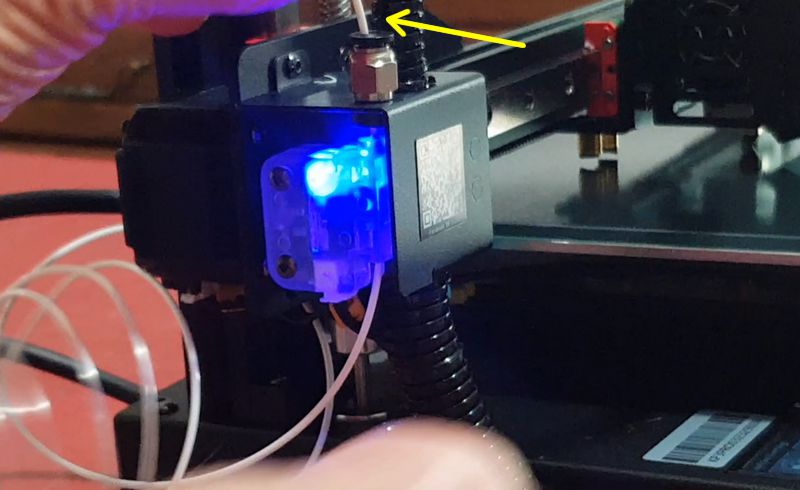
Avec le tube bowden (tube souple) en place, je n’arrivais pas à faire passer le filament. J’ai enlevé le bowden et fait sortir le filament par le haut (flèche jaune. LE raccord pneumatique est simple d’utilisation : enfoncez le tube bowden et il se verrouille. Pour sortir le tube appuyez à fond sur la bague noire et tirez sur le tube. Maintenant que le filament est sorti, remettez le bowden sur le filament et verrouillez le bowden dans le raccord pneumatique.
Poussez le filament jusqu’à ce qu’il ressorte du tube Bowden.

La palette permet de desserrer les roues crantées d’entraînement du filament. Appuyez sur la palette.

En maintenant la palette appuyée pour dégager l’accès à la buse, introduisez le filament et poussez le jusqu’à sentir une résistance. Relâchez la palette.
Remettez le tube Bowden à sa place, appuyez bien à fond.
Vous pouvez maintenant faire avancer le filament dans la tête d’impression avec le menu Move. Vérifiez d’abord que le filament sort bien de la buse sous la tête d’impression. Vous pouvez mettre la carte SD en place et lancer la première impression.
Notice
La machine est livrée avec une notice en anglais. Vous pouvez la télécharger en cliquant sur ce lien : Notice Kingroon KP3S PRO S1
Résultats

La première impression avec le filament fourni et le gcode trouvé sur la carte SD donne un résultat tout à fait correct pour une première impression.
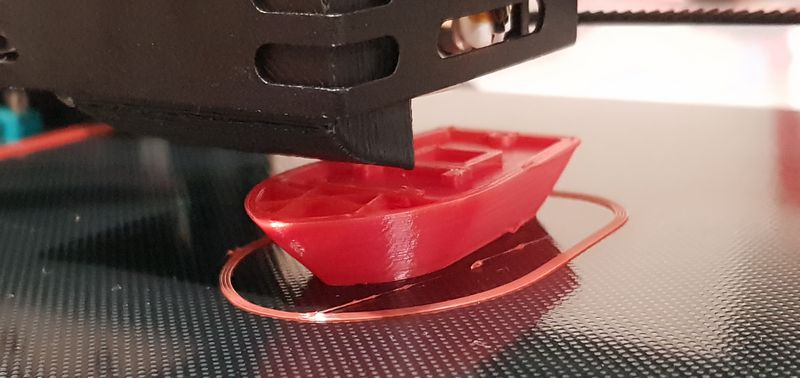
J’ai ensuite lancé le traditionnel benchy, disponible en gcode également

Brut de fonderie et sans réglage, on voit que l’impression présente des ondulations assez typiques d’une courroie pas assez tendue. Il y a aussi du stringing (des fils dans les espaces vides) mais là ça nécessite de modifier le gcode à partir de Cura (augmenter le retrait et la vitesse de retrait). Je vais déjà régler les courroies.
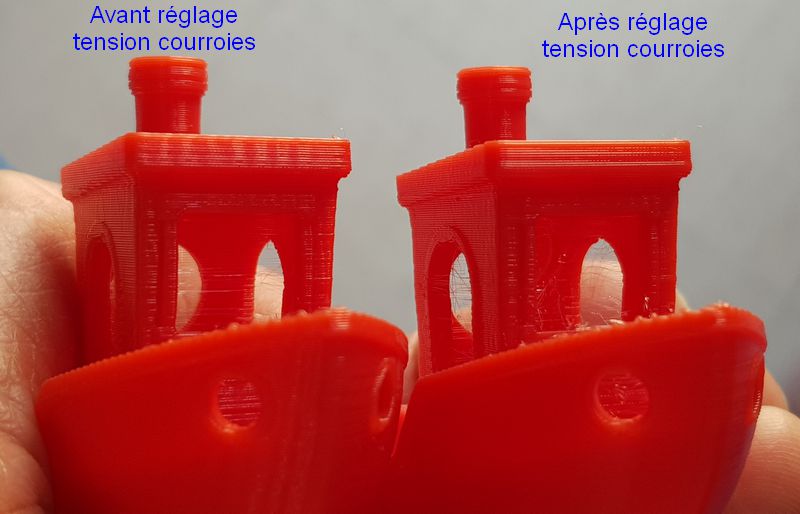
Après réglage j’ai re-imprimé un benchy et on voit l’amélioration.
 |
 |
Rien à redire donc sur les premiers essais d’impression, l’imprimante se comporte bien et produit des objets conformes.
Configurer CURA pour la Kingroon KP3S Pro S1

Pour les débutants qui découvrent CURA voici comment vous pouvez ajouter la gestion de cette imprimante dans CURA.
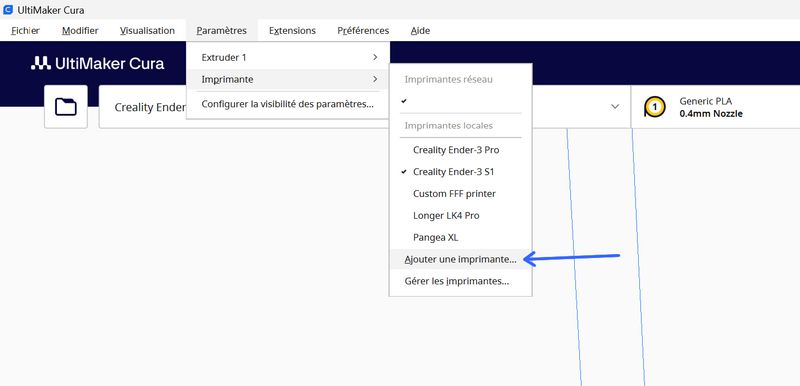
Dans Paramètres > Imprimante choisissez Ajouter une imprimante…
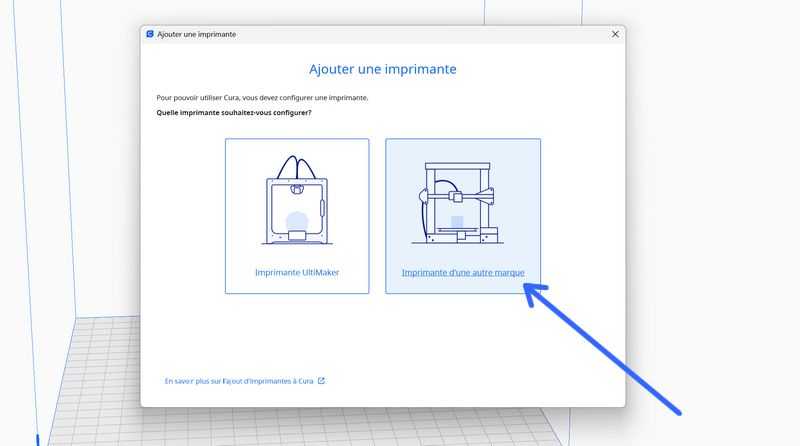
Cliquez sur Imprimante d’une autre marque
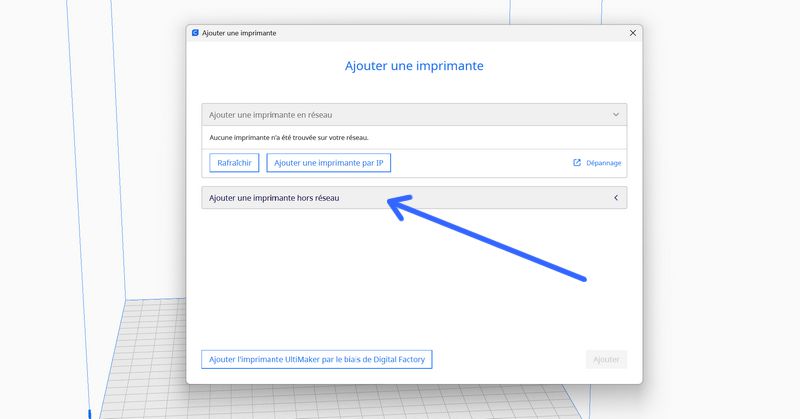
Puis sur Ajouter une imprimante hors réseau
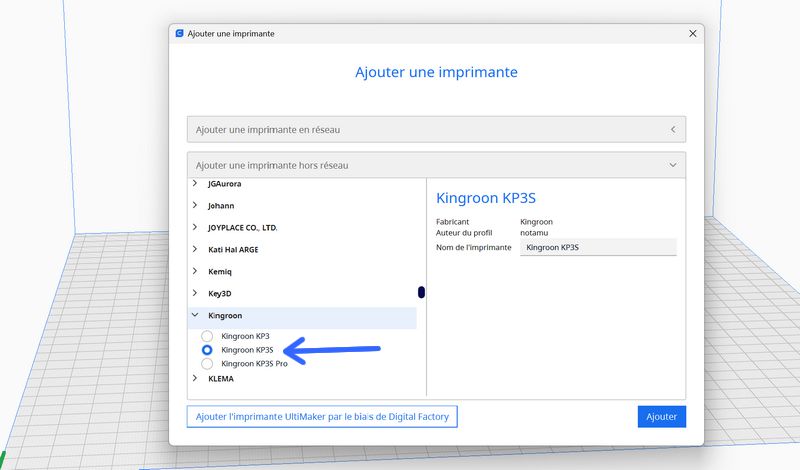
Dans la liste choisissez la Kingroon KP3S
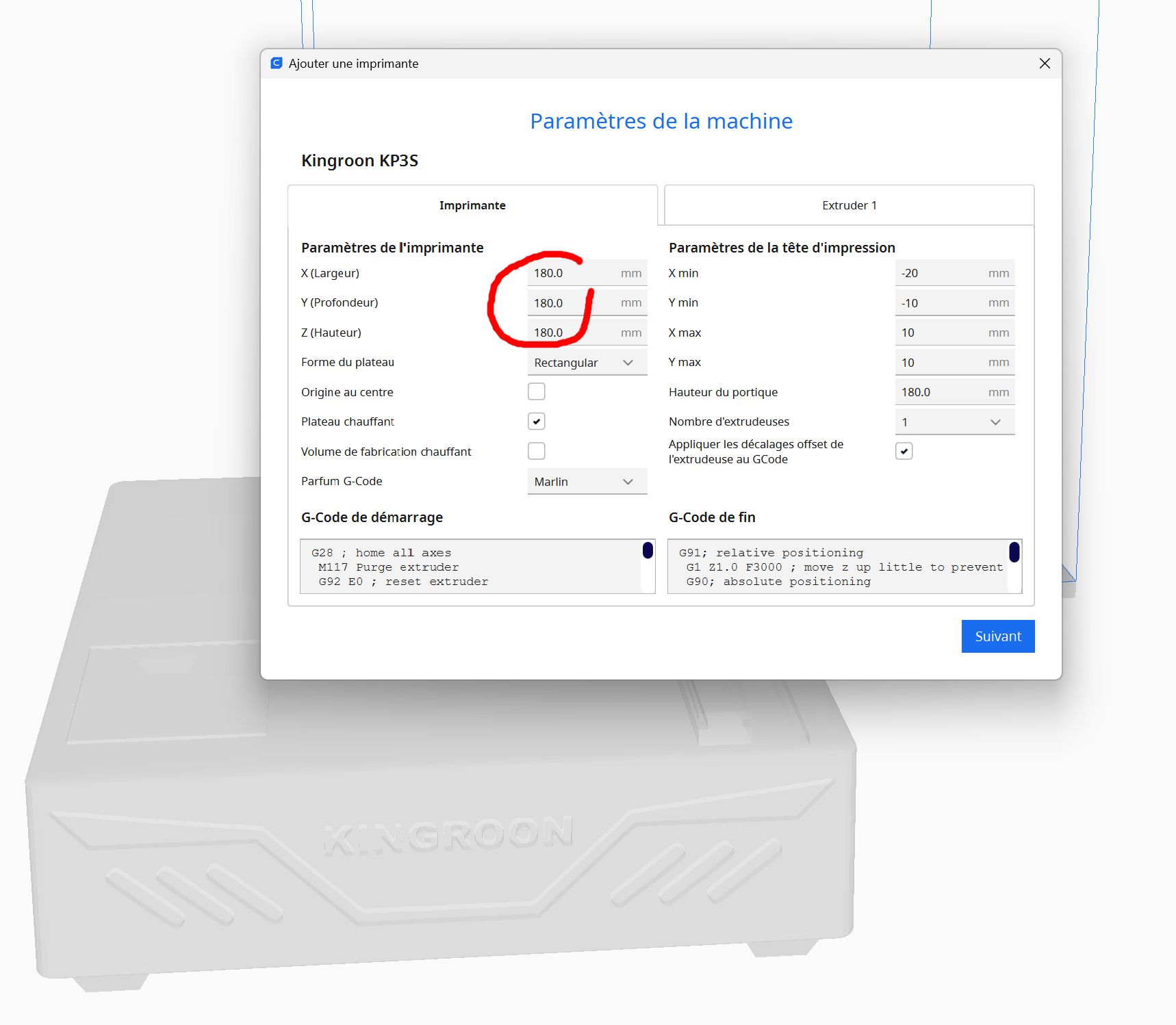
Le plateau de la KP3S est un peu plus petit : 180x180x180 mm, il faut modifier la valeur à 200x200x200 mm pour adapter le profil à la KP3S PRO.
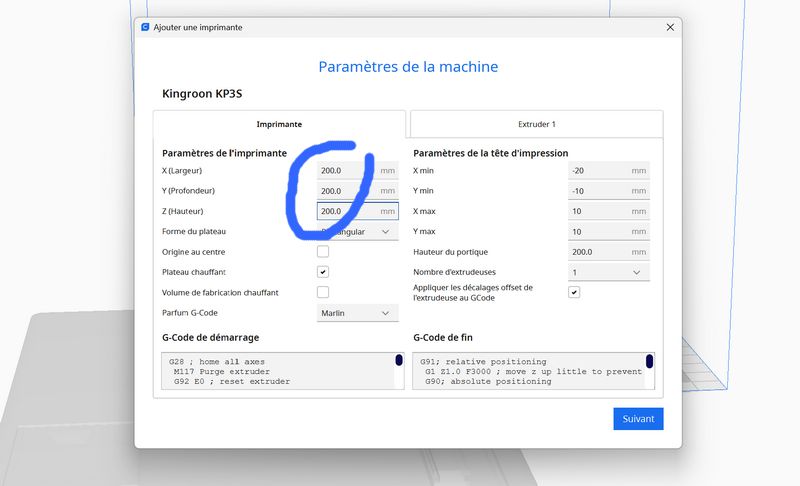
Une fois que les valeurs sont modifiées, vous pouvez enregistrer la configuration de la machine.
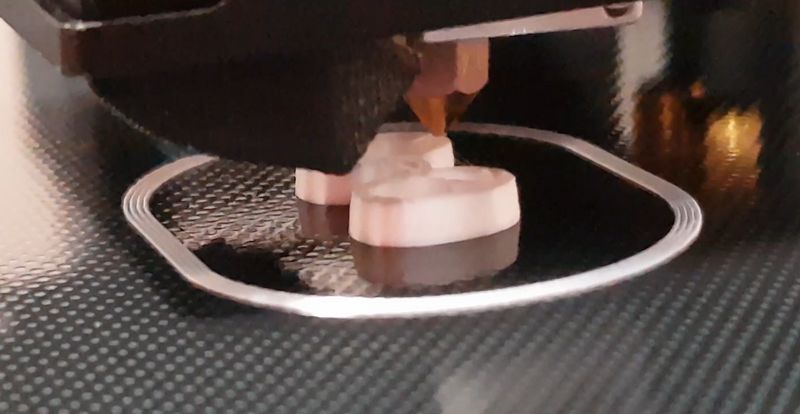
Gcode de la purge de la tête d’impression
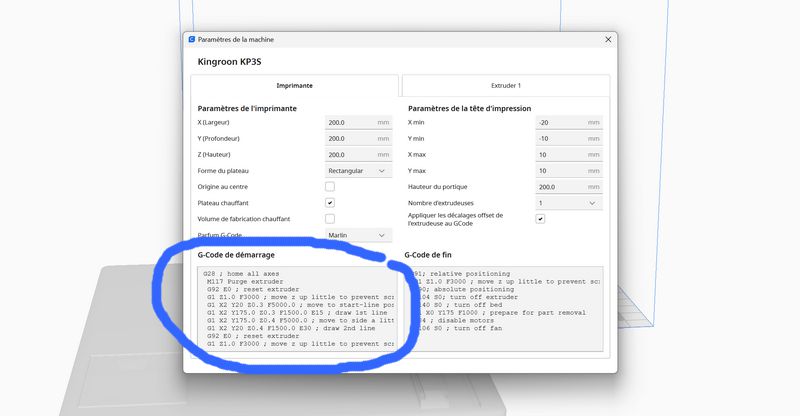
Ce gcode va ajouter au début de chaque impression la dépôt d’une double ligne de filament le long du bord gauche du plateau chauffant. Le réglage choisi (200°/60°) est valable pour le PLA ou le TPU (gcode interprété par ChatGPT). De même à la fin de l’impression un gcode de fin permet d’arrêter « proprement » l’imprimante. La compréhension de ce codage permet d’intervenir manuellement sur le déroulement des opérations, un peu comme on peu modifier une page web en modifiant le texte sous-jacent (HTML).
G28 ; home all axesCette commande demande à l’imprimante 3D de déplacer tous les axes (X, Y et Z) vers leur position de « home » (origine) respective. Cela garantit que l’imprimante démarre depuis une position connue.M117 Purge extruderCette commande affiche le message « Purge extruder » sur l’écran de l’imprimante 3D. C’est une indication pour l’utilisateur que l’imprimante est en train de purger l’extrudeur (la buse) avant de commencer l’impression proprement dite.G92 E0 ; reset extruderCette commande réinitialise la position de l’extrudeur à 0. Cela permet de définir la position actuelle de l’extrudeur comme origine pour les mouvements d’extrusion.G1 Z1.0 F3000 ; move z up little to prevent scratching of surfaceCette commande déplace l’axe Z (axe vertical) vers le haut de 1 mm à une vitesse de 3000 mm/min. Ce mouvement vise à empêcher la buse de rayer la surface d’impression lors des déplacements.G1 X2 Y20 Z0.3 F5000.0 ; move to start-line positionCette commande déplace les axes X et Y vers les coordonnées X = 2, Y = 20 tout en maintenant l’axe Z à une hauteur de 0.3 mm. La vitesse de déplacement est de 5000 mm/min. Cela positionne la buse dans une position de départ pour la première ligne d’impression.G1 X2 Y175.0 Z0.3 F1500.0 E15 ; draw 1st lineCette commande déplace les axes X et Y vers les coordonnées X = 2, Y = 175 tout en maintenant l’axe Z à une hauteur de 0.3 mm. Pendant ce mouvement, l’extrudeur extrude 15 mm de filament à une vitesse de 1500 mm/min, dessinant ainsi la première ligne d’impression.G1 X2 Y175.0 Z0.4 F5000.0 ; move to side a littleCette commande déplace les axes X et Y vers les coordonnées X = 2, Y = 175 tout en maintenant l’axe Z à une hauteur de 0.4 mm. La vitesse de déplacement est de 5000 mm/min. Cela déplace la buse légèrement sur le côté.G1 X2 Y20 Z0.4 F1500.0 E30 ; draw 2nd lineCette commande déplace les axes X et Y vers les coordonnées X = 2, Y = 20 tout en maintenant l’axe Z à une hauteur de 0.4 mm. Pendant ce mouvement, l’extrudeur extrude 30 mm de filament à une vitesse de 1500 mm/min, dessinant ainsi la deuxième ligne d’impression.G92 E0 ; reset extruderCette commande réinitialise la position de l’extrudeur à 0. Cela permet d’assurer que les mouvements d’extrusion ultérieurs commencent à partir de cette position.G1 Z1.0 F3000 ; move z up little to prevent scratching of surfaceCette commande déplace l’axe Z vers le haut de 1 mm à une vitesse de 3000 mm/min. Comme précédemment, ce mouvement aide à éviter d’endommager la surface d’impression avec la buse.
Edit du 2 septembre 2023
J’avais 2 vis avec des écrous pour profilé qui me restaient sur les bras. Comme je ne les ai pas trouvées dans la doc, j’avais zappé de les mentionner. Merci à Olivier qui a monté sa KP3S en intégrant des vis (voir les commentaires). Je lui laisse la parole :
C’est vrai que c’est pas bien clair, l’étape 1 les mentionne sous le nom « M3 T-NUT » et on doit se débrouiller avec ça.
Les voici sur l’image suivante :
Pour les installer, j’ai procédé comme ceci:
1. Axe vertical pas encore monté
2. Défaire les 2 vis sur la pièce noire avec le creux en arc de cercle
3. Détacher la pièce pour pouvoir travailler plus facilement
4. Insérer les deux vis « Z axis » dans les trous de part et d’autre du creux
5. Mettre les écrous sur chaque vis, en prenant garde à ce que le coté le plus large soit du coté de la pièce noire
6. Insérer les écrous chacun dans un rail, en prenant garde à ce qu’ils ne se mettent pas de travers
7. Faire coulisser l’ensemble le plus haut possible, au moins 3 centimètres au dessus des trous présents dans le rail
8. Serrer les vis pour que la pièce noire ne coulisse plus
9. Installer l’axe vertical et les 4 vis comme déjà décrit
10. Desserrer les vis maintenant la pièce noire pour la faire descendre jusqu’à sa place
11. Remettre les vis verticales pour bien fixer la pièce noire
12. Bloquer les vis horizontales.
Avec tout ça, ça évite que l’axe vertical soit uniquement tenu par 2 vis, il bouge donc beaucoup moins
Vidéo
Conclusion
Pour le rapport qualité/prix, je trouve cette imprimante intéressante. Si vous débutez l’impression 3D elle permet de découvrir ce monde en éliminant les soucis de réglage des roues en V. Ici les rails linéaires donnent une qualité de déplacement immédiate et sans réglage. Le plateau chauffant est un plus pour faciliter l’adhérence des objets.
Certes il y aura toujours le plateau à régler. Si vous ne déplacez pas trop l’imprimante le réglage reste stable. De toute façon c’est bien de savoir régler son plateau, et de comprendre comment ça fonctionne et quels défauts ça peut créer. Avant de passer au tout automatique une découverte de la technique ne fait jamais de mal…
A mon avis c’est une petite imprimante qui devrait intéresser les FabLab, Espaces Numériques, médiathèques… pour la découverte de l’impression 3D sans monopoliser une imprimante de gamme plus élevée qui servirait par ailleurs pour produire des pièces.
Pour ma part, je la destine à me suivre sur les salons pour les démos où elle remplacera la Creality Ender 3 un peu plus volumineuse à transporter.

Je suis en train d’imprimer une poignée porte bobine pour améliorer l’utilisation et le transport de l’imprimante,

Ici la poignée est en place, ainsi que le porte bobine équipé d’un rouleau monté sur roulements pour diminuer la résistance lorsque l’imprimante tire sur le filament.

Le guide qui amène le filament vers le détecteur.
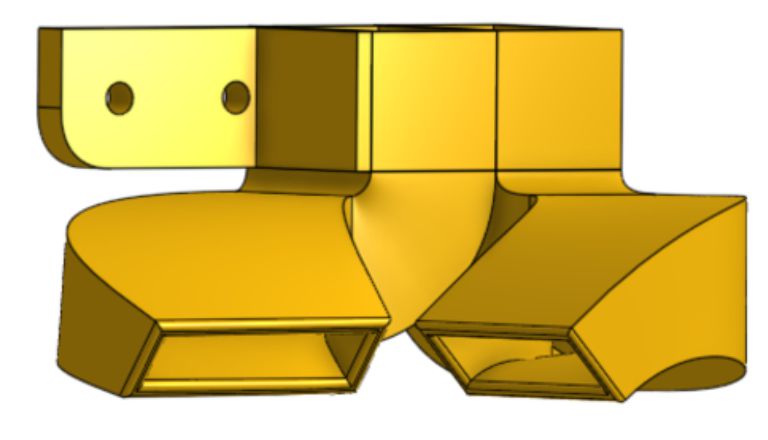
et je pense également tester l’impression d’un autre aérateur pour refroidir plus efficacement le filament en sortie de buse.
L’imprimante KP3S PRO S1 est disponible chez GearBerry où vous la trouvez à 169$ actuellement avec le code code:VIPCG. (Prix susceptible de varier en fonction du cours du dollar et des promotions. Prix valable à la date de rédaction de cet article).
#Kingroon #Kingroonkp3spros1 #3dprinter #3dprinting
N’hésitez pas à utiliser les commentaires pour dire ce que vous pensez de cette imprimante, en bien ou en mal, d’ailleurs, et si vous avez eu l’occasion de tester ce modèle ou un modèle équivalent de Kingroon vos commentaires sont les bienvenus !
Pour le graissage de a vis en Z j’utilise ce produit, à base de téflon (PTFE), ça évite d’avoir des accumulations de poussières :

Disponible sur Amazon 9.90€ les 250 ml (lien affilié)
Sources
Upgrades imprimés en 3D pour Kingroon
https://kingroon.com/blogs/downloads/3d-printable-upgrades-for-your-kingroon-kp3s
Poignée porte bobine
https://www.thingiverse.com/thing:6100521
https://www.thingiverse.com/thing:3020026
Page Facebook
https://www.facebook.com/KingroonOfficial
Groupe Officiel Facebook
https://www.facebook.com/groups/kingroon3d
Bonjour,
Merci pour cette explication détaillée, elle m’a bien aidée pour l’installation de la mienne arrivée ces jours derniers.
Je vois que vous n’avez pas installé les vis « Z axis » qui sont fournies avec des écrous allant dans le rail en T. Est-ce que c’est volontaire ?
Je les ai installées mais je dois avouer que j’ai pas mal galéré…
Bonjour
franchement ? je n’ai pas vu où ça se montait et je ne l’ai pas sur la « part list » du manuel…
du coup j’ai bien un sachet avec 2 vis et des écrous pour profilé mais je ne sais pas quoi en faire 🙂
C’est vrai que c’est pas bien clair, l’étape 1 les mentionne sous le nom « M3 T-NUT » et on doit se débrouiller avec ça.
Les voici sur l’image suivante:
Pour les installer, j’ai procédé comme ceci:
1. Axe vertical pas encore monté
2. Défaire les 2 vis sur la pièce noire avec le creux en arc de cercle
3. Détacher la pièce pour pouvoir travailler plus facilement
4. Insérer les deux vis « Z axis » dans les trous de part et d’autre du creux
5. Mettre les écrous sur chaque vis, en prenant garde à ce que le coté le plus large soit du coté de la pièce noire
6. Insérer les écrous chacun dans un rail, en prenant garde à ce qu’ils ne se mettent pas de travers
7. Faire coulisser l’ensemble le plus haut possible, au moins 3 centimètres au dessus des trous présents dans le rail
8. Serrer les vis pour que la pièce noire ne coulisse plus
9. Installer l’axe vertical et les 4 vis comme déjà décrit
10. Desserrer les vis maintenant la pièce noire pour la faire descendre jusqu’à sa place
11. Remettre les vis verticales pour bien fixer la pièce noire
12. Bloquer les vis horizontales.
Avec tout ça, ça évite que l’axe vertical soit uniquement tenu par 2 vis, il bouge donc beaucoup moins
Merci je vais regarder ça
mon axe vertical a 2 vis dessous et 2 sur le côté… il n’a pas l’air de bouger mais je vais reprendre avec ces explications !!